跟大咖學設計 · 第27期 | 大噸位亞軍!HT-雄鷹隊作品詳解
匯聚優秀作品,直面模具設計大咖!適創科技【跟大咖學設計】專題內容,定期邀請模具設計精英分享方法與經驗,為壓鑄及模具行業從業者開啟設計新視野。
第三屆全國“適創杯”模具設計挑戰賽大噸位組亞軍——HT-雄鷹隊,從產品全工序可制造性出發,先識別氣密、水道、焊接、加工和變形風險,再通過橫擺布局、俯沖進澆、全程抽氣真空閥、定模與滑塊預頂出、3D打印透氣鋼鑲件以及鑲拼降本設計,將復雜風險逐步拆解,在結構和工藝層面不斷優化,對摩擦焊結構提出了指導性建議。
本期內容,就讓我們一起來解讀他們的方案亮點。

01設計展示
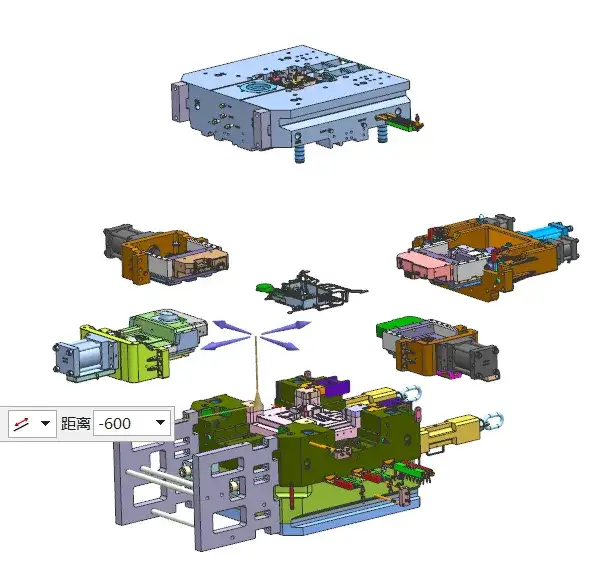
模具整體展示
澆排設計展示
該產品尺寸約為 415×525.5×152 mm,材料為 A380,產品體積約 1647 cm3,產品質量約 4448 g,產品投影面積約 1715 cm2,基本壁厚為 3 mm,平均壁厚為 3.22 mm,最大壁厚約 14.84 mm。
從設備匹配看,團隊根據產品壁厚結構特征及過往開發經驗,選擇 60 MPa 鑄造壓力進行計算,所需鎖模力約為 1956.7T,初步選用 2000T 壓鑄機;同時考慮柔性化生產調度需求,模具預留 2500T 壓鑄機安裝孔位。澆排基本信息中,沖頭直徑選為 120 mm,沖頭截面積約 11304 mm2,澆口截面積約 952 mm2,澆口比約 11.8,工藝出品率約 50.99%。
02設計思路
■ 產品分析
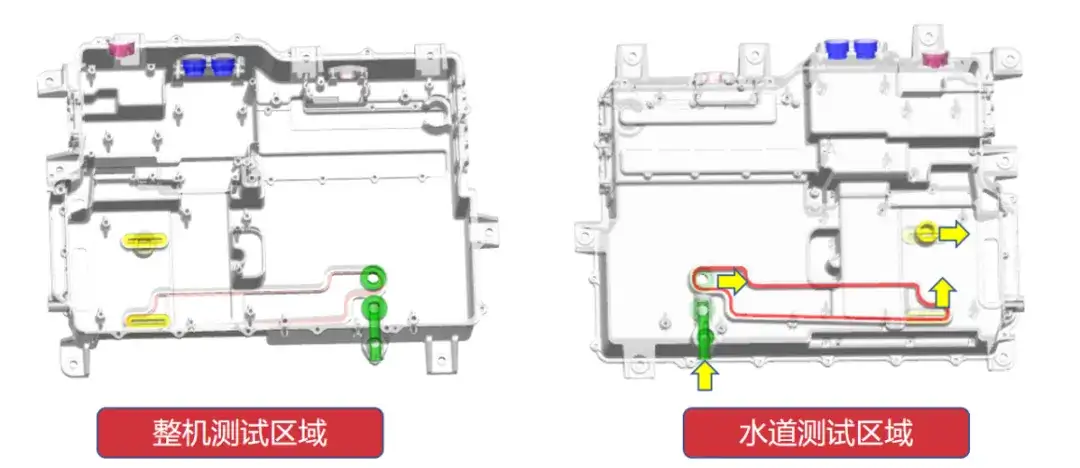
拿到產品后,HT-雄鷹隊首先對產品進行了整體風險分析。在產品分析階段,團隊重點關注三類問題:一是水道和整機氣密要求;二是局部厚肉區域帶來的疏松、燒傷與泄漏風險;三是開模方向、分型結構和加工余量對后續尺寸穩定性的影響。
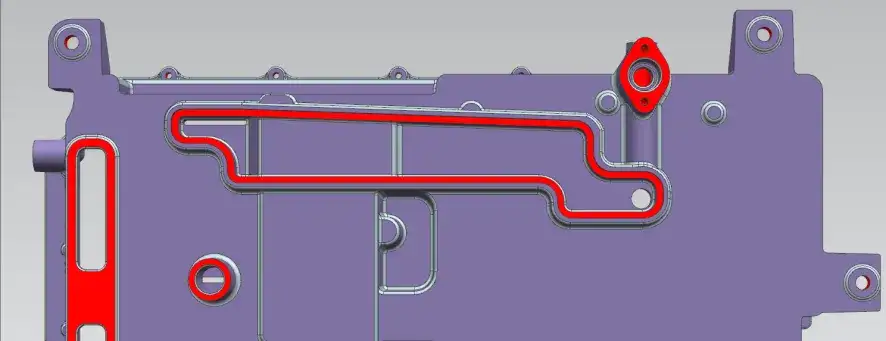
從產品要求來看,該產品的風險集中在兩類區域:一是整機測試密封區域,需要滿足氣密檢測要求;二是水道測試區域,尤其是攪拌摩擦焊蓋板成型區域,不僅要保證內部質量,還要關注水道周邊外觀燒傷質量。
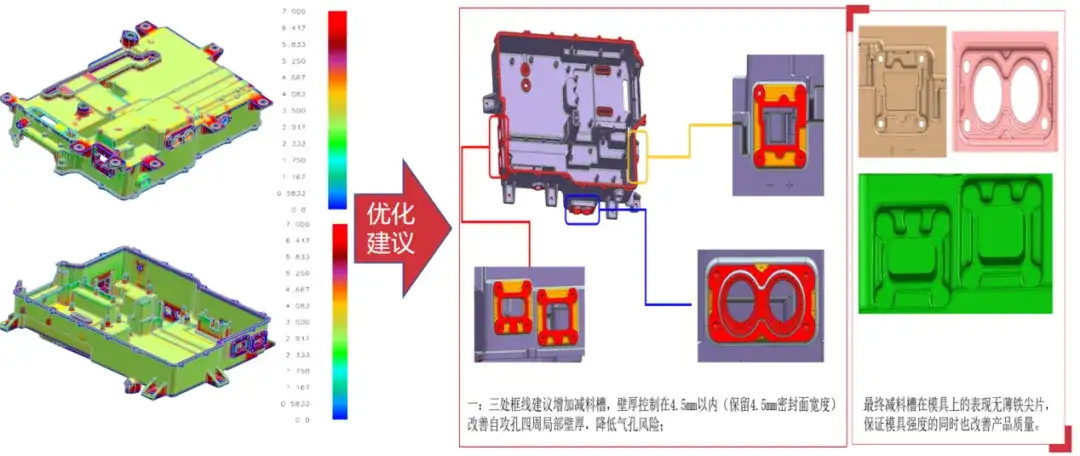
在壁厚分析中,團隊識別出產品局部紅色區域壁厚偏厚,容易出現疏松及燒傷等缺陷。因此,團隊提出對局部區域進行減料優化,在保證密封寬度和模具強度的前提下,降低泄漏風險,同時實現產品減重。
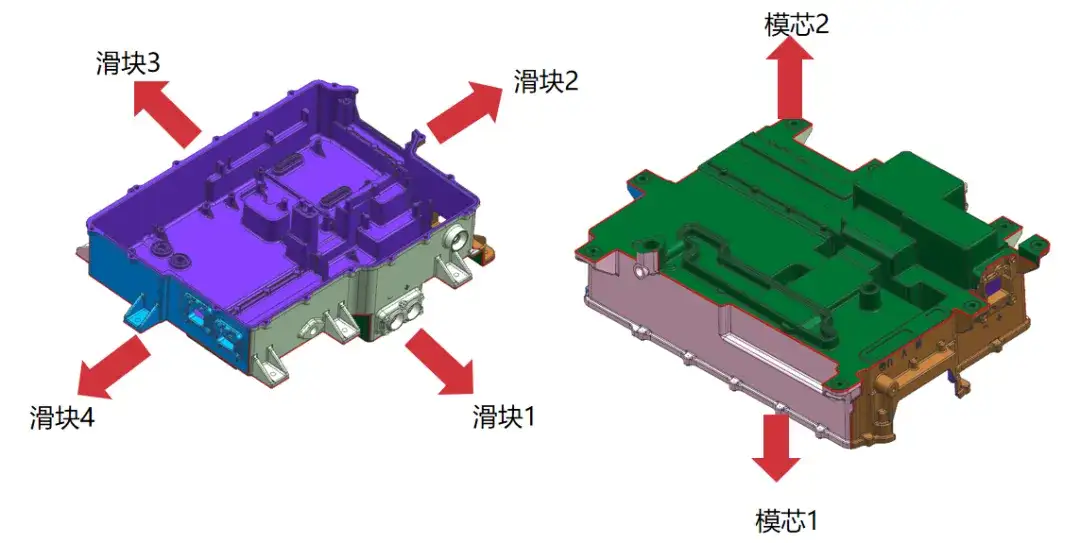
在分型分析中,團隊根據產品造型初步規劃采用4個滑塊、2個模芯的結構形式,并對三種分型方案進行了比較,確定了開模方向。
第一版方案為腔體定模側豎擺,雖填充覆蓋面較廣,但穿線螺牙壁厚及窗口的填充不良。第二版方案為腔體動模側橫擺,雖進料平順、流程較短,但容易沖蝕產生鑄點。第三版方案為腔體定模側橫擺。經過初步模擬分析后,團隊最終選擇第三版方案作為設計藍圖。該方案具有填充平順、同步性接近、不易沖刷產品外觀面、進料區域多等優勢,雖然存在去除澆口易變形的風險,但整體更適合本產品的結構特征和質量要求。
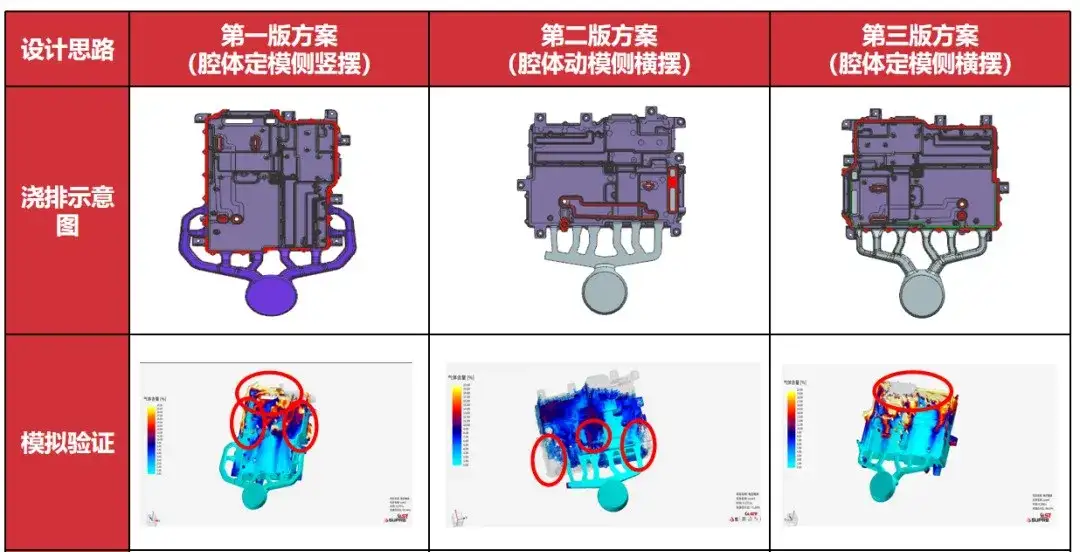
澆排方案比較
在模具結構設計上,團隊重點關注了開模時的包緊力和變形風險。由于定模腔體深度達到 90 mm,包緊力較大,因此定模采用預頂出結構。
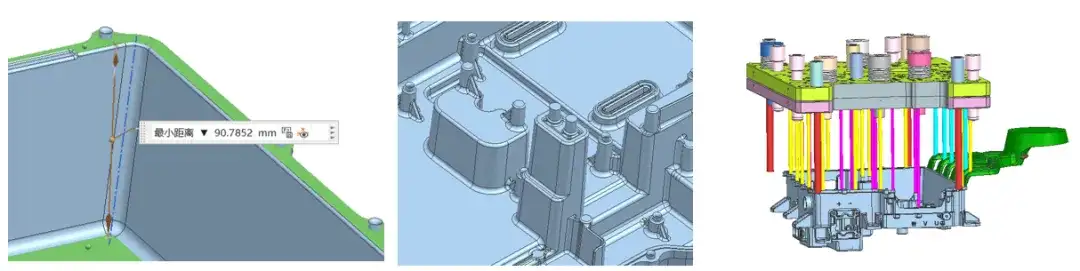
定模預頂出設計
同時,左、右、上滑塊也采用滑塊預頂出設計,以降低滑塊面局部包緊力,減少開模方向上的拉變形和拉裂風險。
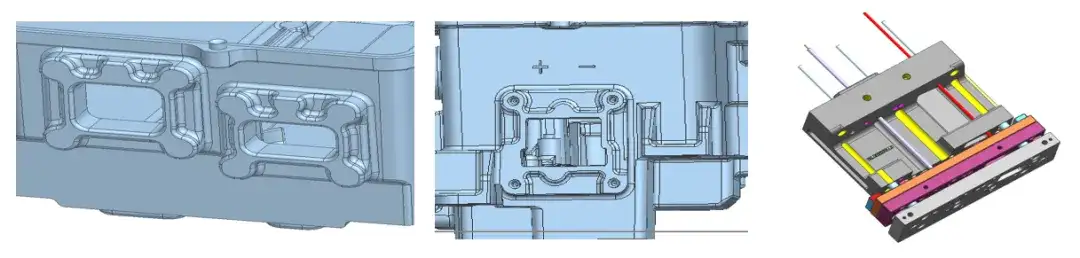
滑塊預頂出設計
對于小于 D8 的頂針,團隊采用變節頂針,以加強頂針強度,降低頂針變形導致卡頂針的故障率。
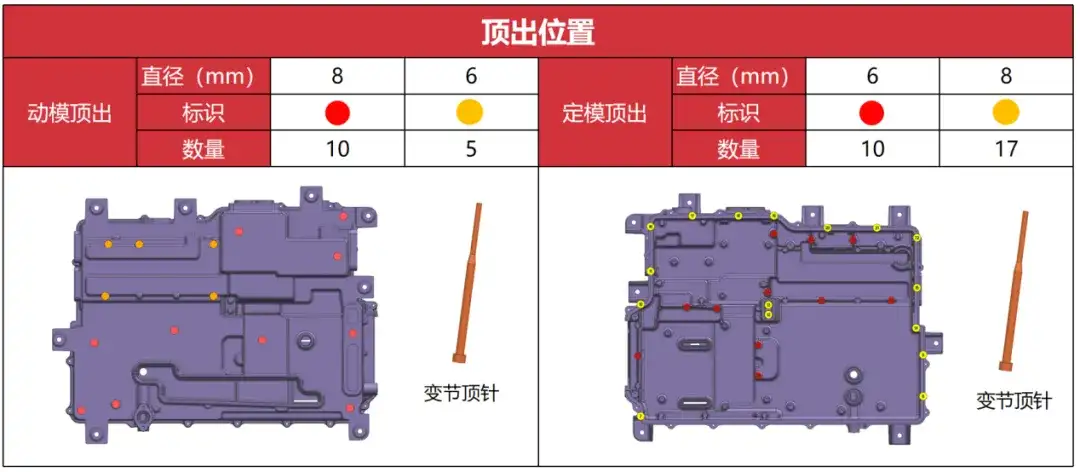
頂針設計分析
此外,團隊還對拔模與加工余量進行了前置考慮。動、定模局部無拔模區域建議通過產品減肉增加 1.5° 拔模;滑塊面考慮鎖緊受力,建議做 0.3° 拔模;澆口區域在不影響裝配要求的情況下,建議拔模斜度增加至 2.5°,以改善膠口附近熱量區的脫模條件。
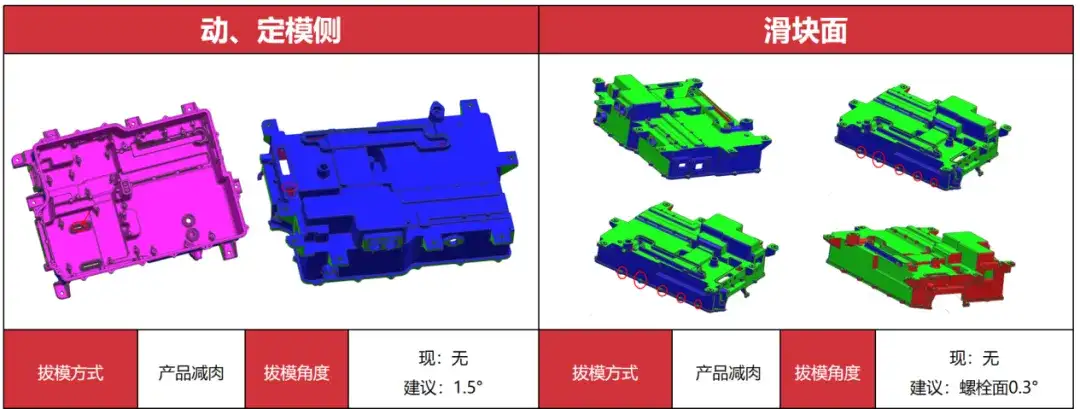
撥模分析
加工余量方面,紅色大面設置 1 mm,藍色平面設置 0.8 mm,綠色預鑄孔單邊余量設置 0.5 mm,M4及以下螺紋孔采用盲孔設計。
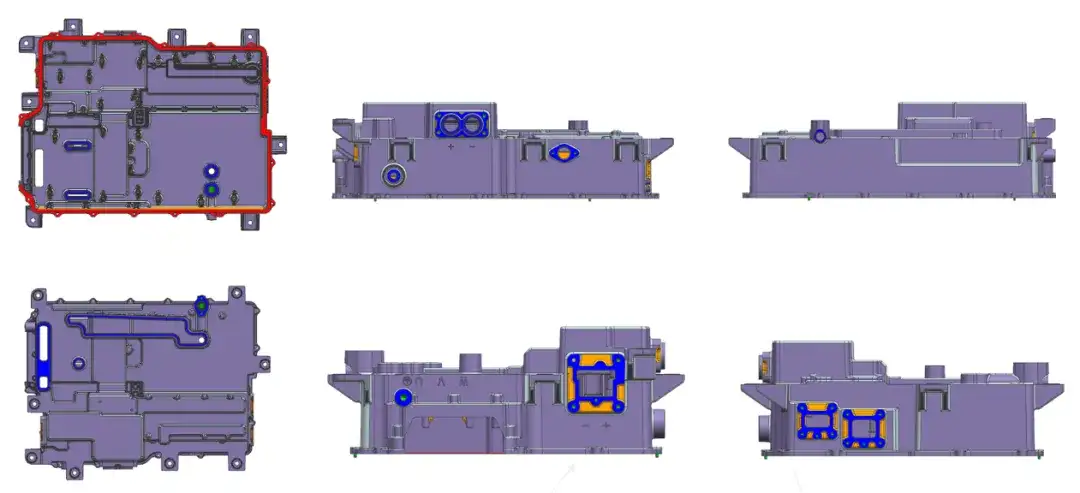
加工余量設計
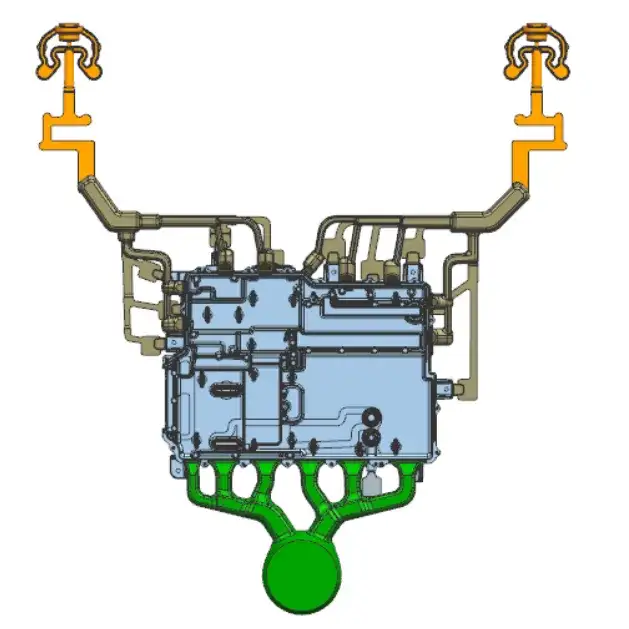
■ 澆排系統
在澆排系統設計上,HT-雄鷹隊采用了俯沖進澆方式,天側以及兩側渣包最終匯聚到天側兩邊的真空閥進行全程抽氣。針對澆口區域,團隊還建議將產品外形面壁厚由 3 mm 增加至 3.3 mm,以利于鋁液填充。
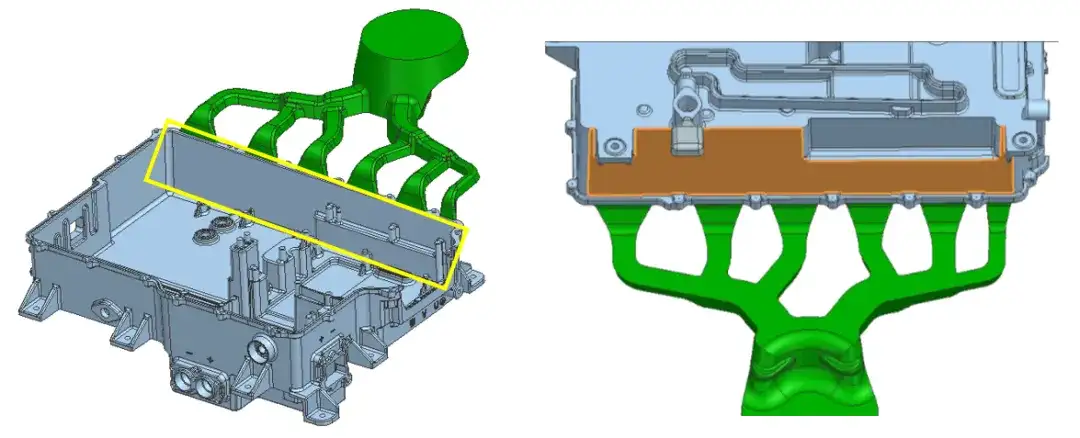
澆排系統布局設計
在澆排迭代階段,團隊基于此前選定的第三版方案藍圖繼續進行了多版本優化。第四版方案模擬結果顯示填充末端氣壓高、范圍廣,說明排氣面積和填充能力不足。第五版填充末端氣壓有所降低,但中間孤島位置仍存在卷氣與高氣壓風險。第六版進一步調整澆口厚度與側面產品壁厚由,并將波浪板排氣改為真空閥,加大澆排面積與抽氣量,最終使整體氣壓明顯下降。
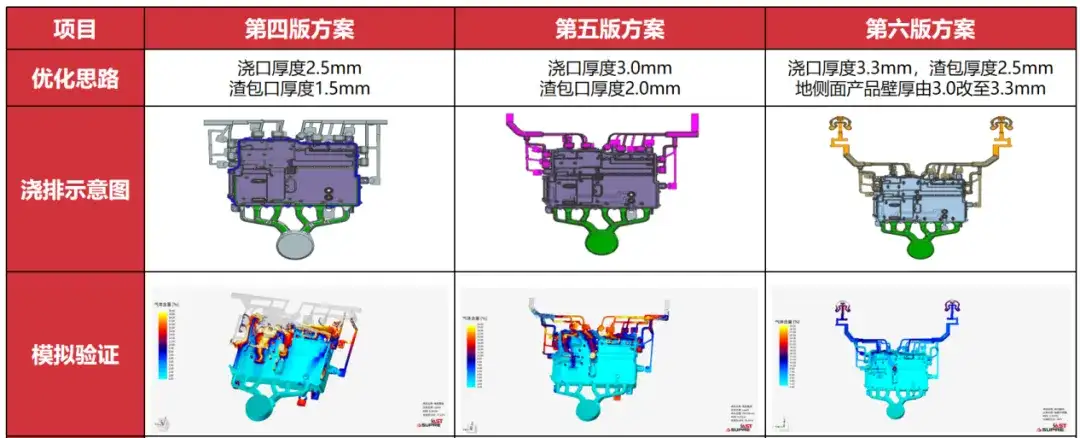
澆排方案迭代優化
經過多版本優化,并借助智鑄超云V2.0進行快速模擬驗證,第六版方案在填充同步性、填充溫度、氣體含量、熱節、速度場和縮孔分析等方面均滿足設計要求。其中,氣體含量控制在 20% 以下,速度場控制在 55 m/s 以下,熱節分析小于 5 s,減肉后縮孔風險得到控制。
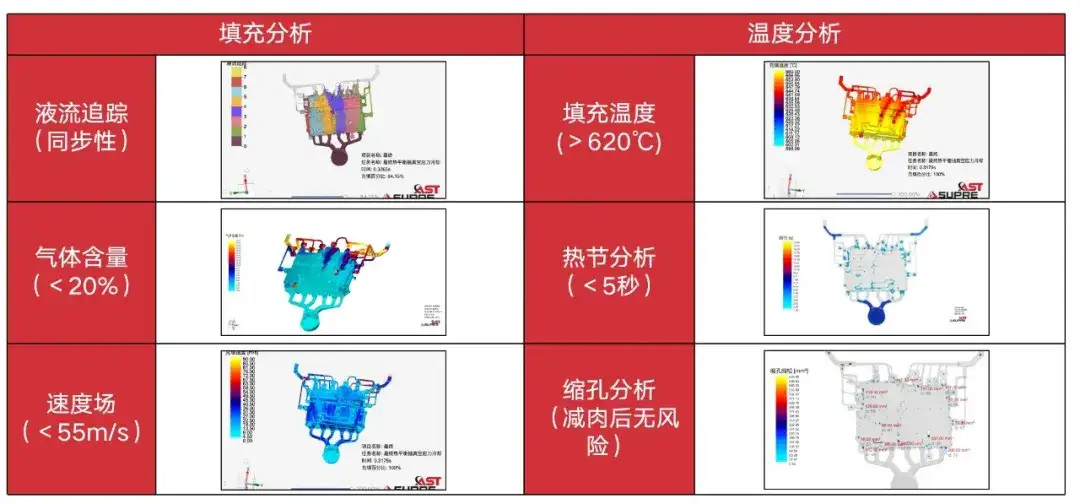
智鑄超云仿真結果
通過 PQ2圖 驗證,設計的澆注方案與壓鑄機性能匹配,工藝調試窗口較寬;同時,壓鑄機四區受力分布較均衡,四個區域分別約為 487 kN、445 kN、410 kN、436 kN,說明澆排與機臺匹配關系較為合理。
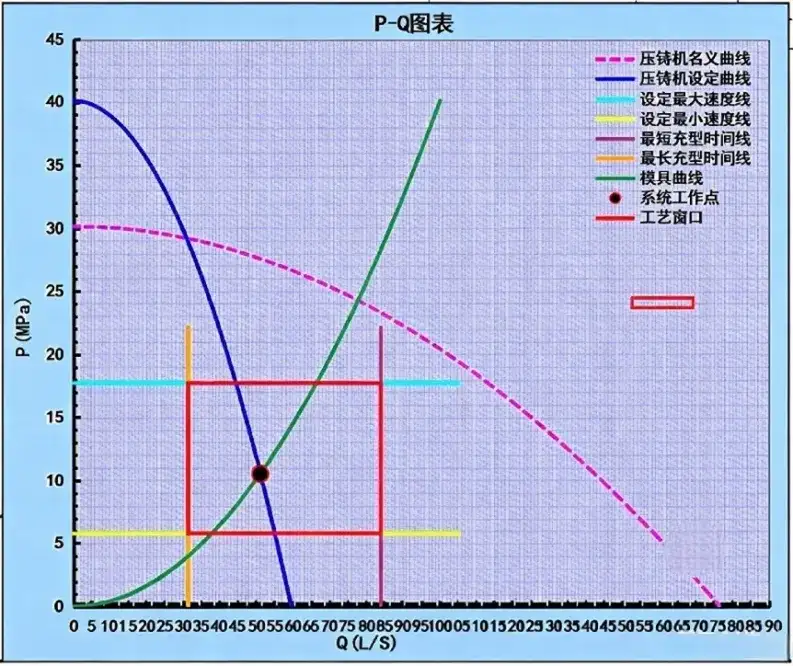
PQ2圖驗證工藝參數
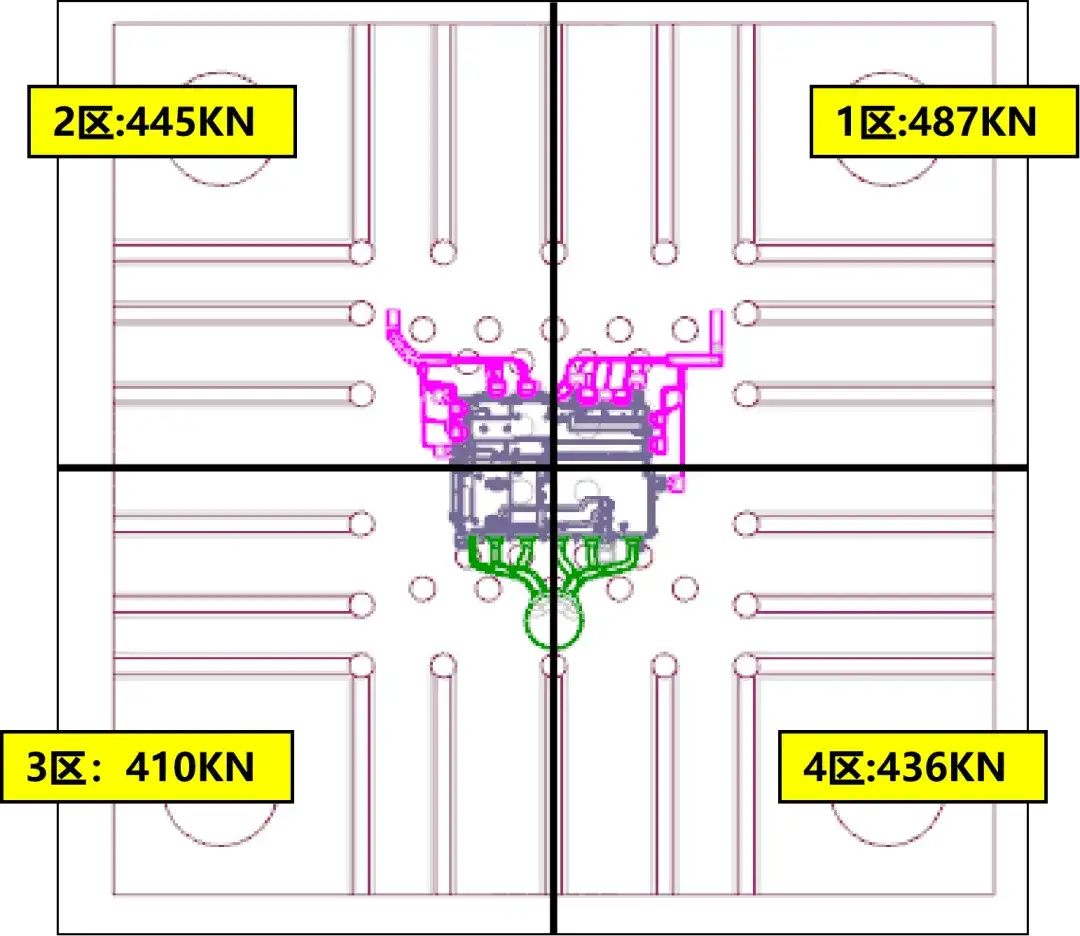
壓鑄機分區受力模擬分布
■ 溫控設計
在溫控系統方面,團隊采用了油溫、直冷、高壓點冷綜合設計。其基本思路是:通過智鑄超云模擬識別熱節點和縮孔區域,再針對性增加高壓點冷;同時,由于產品整體壁厚較薄,采用水冷與油溫結合的方式控制模具整體溫度平衡。
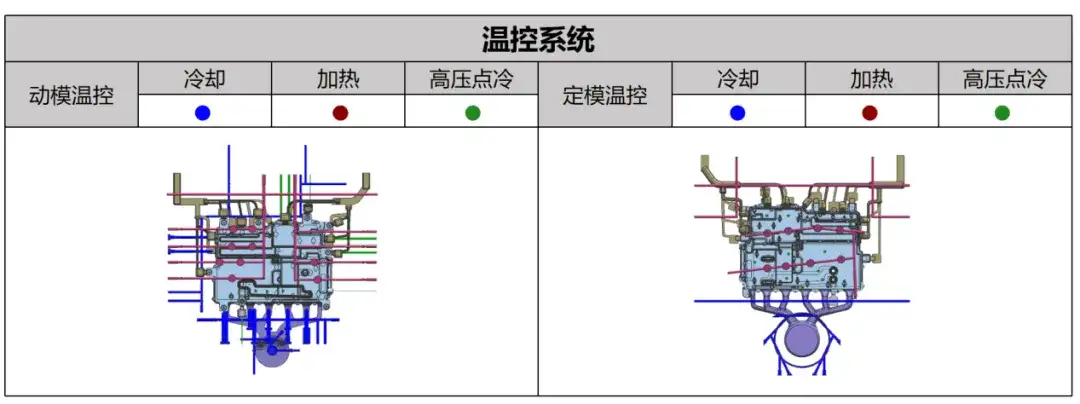
溫控系統設計
團隊先對無冷卻狀態下的模具溫度場進行分析,再根據溫度分布布置冷卻通道,并進行帶冷卻和噴涂條件下的熱循環模擬,最終使模具溫度趨于相對平衡。定模、動模以及上下左右滑塊均進行有冷卻和無冷卻狀態對比,從而驗證溫控系統對熱平衡改善的效果。
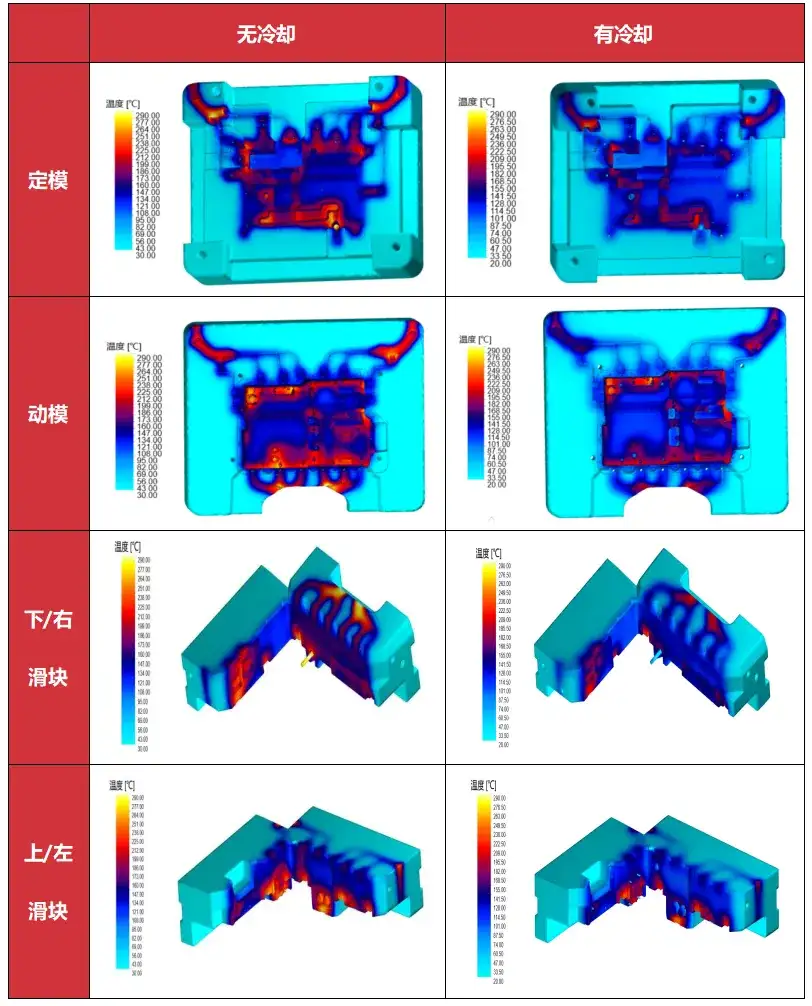
無冷卻/有冷卻熱平衡對比
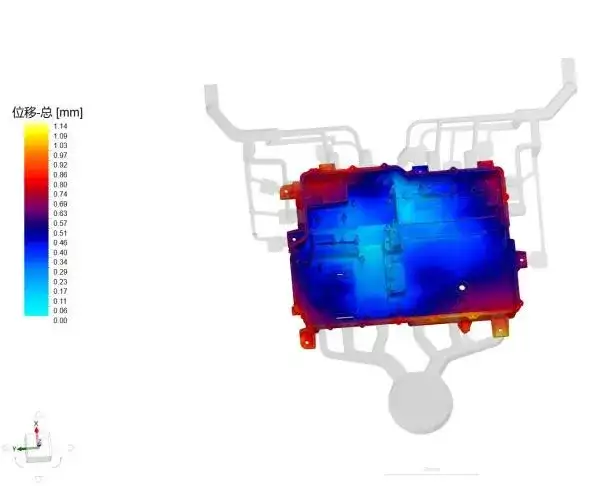
在應力變形分析中,模擬結果顯示產品最大變形量約為 0.43 mm,加工余量設定為 1 mm,能夠滿足加工要求。團隊也特別指出,部分變形區域后續仍需通過冷卻優化進一步改善。
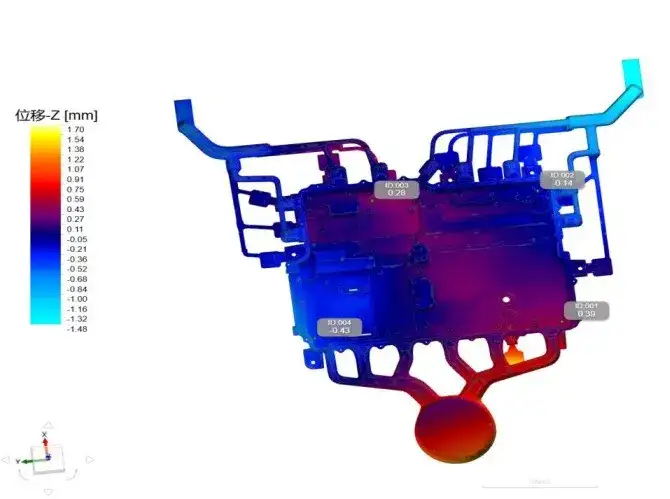
應力變力分析
同時,通過對模外冷卻與激光切割兩種狀態進行模擬,發現激光切割對產品變形影響較大,因此該產品澆口與排溢系統去除不宜采用激光切割,而更適合通過島內鋸切機完成。
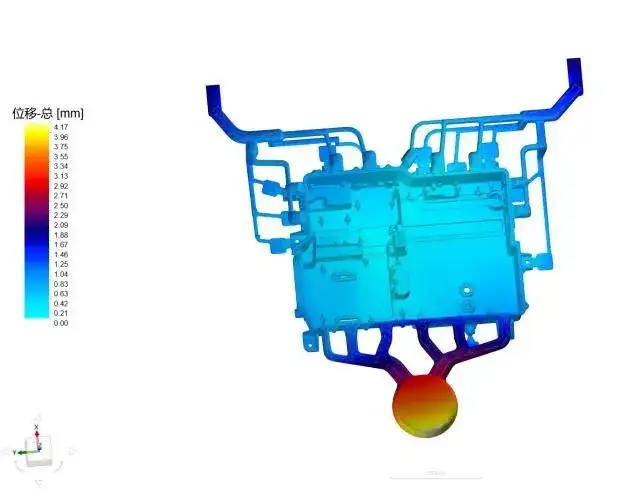
模外冷卻
激光切割
03設計亮點
總體來看,HT-雄鷹隊這套方案的亮點,在于圍繞電控箱體的氣密性、內部質量、脫模變形、真空密封與模具成本,形成了一套系統化設計方案。
? 亮點一:模具密封設計,減少真空壓鑄模具漏氣。由于該模具采用抽真空設計,團隊對模具分型面、滑塊配合面、頂針、型針、鑲件以及壓室配合面等關鍵位置進行密封設計,并在沖頭側采用密封沖頭,以減少真空壓鑄過程中的漏氣風險。
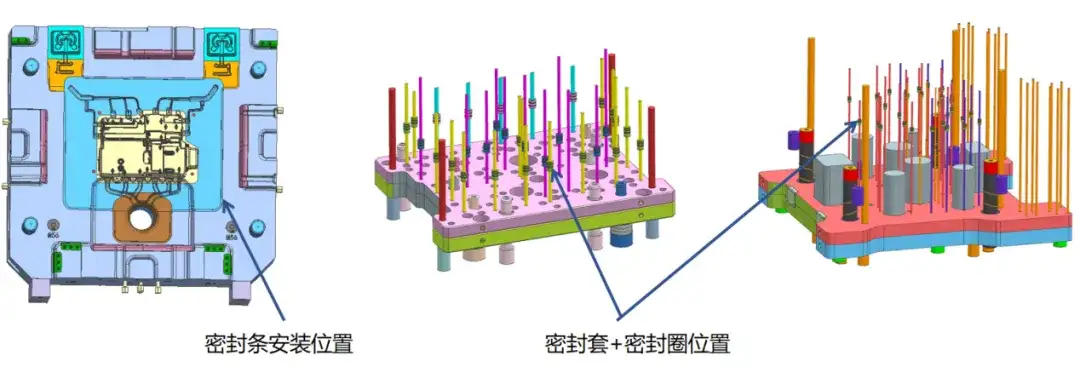
模具密封設計方案
? 亮點二:模芯采用鑲拼方式,實現結構降本。定模芯采用“套框+模芯”的鑲拼設計方案,材料分級選用后,主材成本可降低約 25%;動模芯四個角位采用鑲件設計,主材成本可降低約 16%。通過這類方式,整套模具主材成本預計可降低 5%—10%,在保證關鍵區域性能的同時提升成本競爭力。
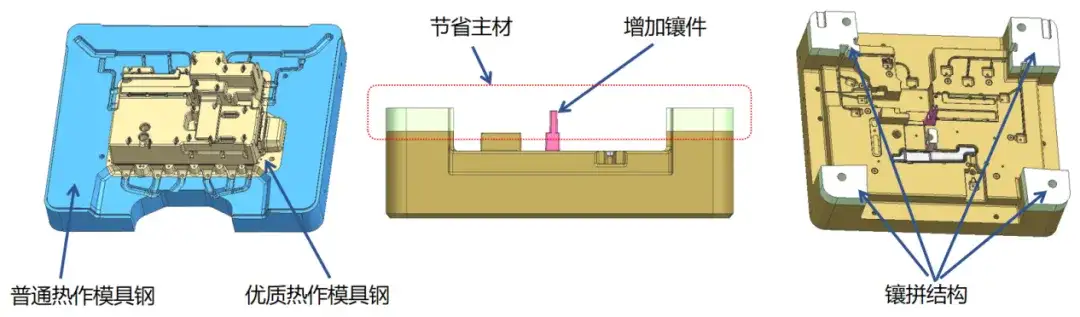
定模芯/動模芯鑲拼降本設計
? 亮點三:3D打印透氣鋼鑲件,解決中間孤島困氣。針對產品中間孤島位置存在困氣的問題,團隊采用 3D打印透氣鋼鑲件,通過排氣通道降低局部氣壓,減少氣孔風險。該結構同時結合冷卻通道和排氣通道,使深腔孤島區域的排氣能力得到提升。
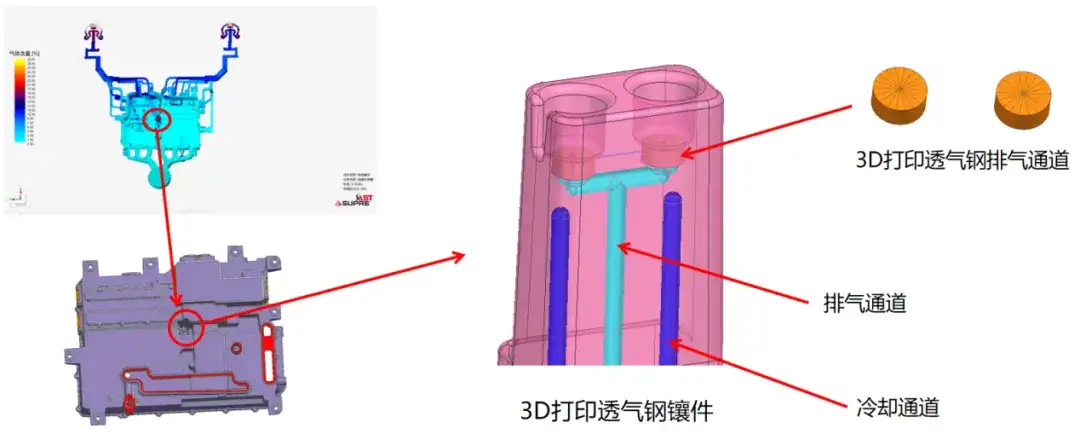
3D打印透氣鋼鑲件結構
? 亮點四:全程抽氣真空閥結構設計。團隊對比了普通波浪板、液壓閥和機械閥三種方案。綜合該產品結構條件,團隊最終采用全程抽氣機械真空閥方案,以降低型腔氣體含量,保證鑄件致密性。
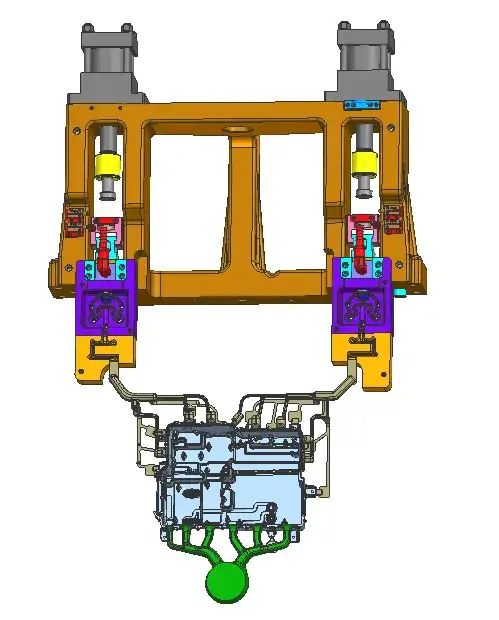
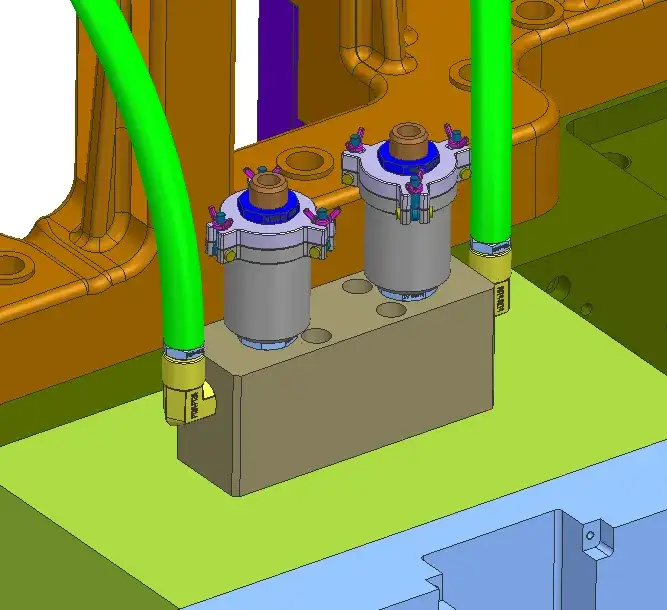
真空閥結構設計
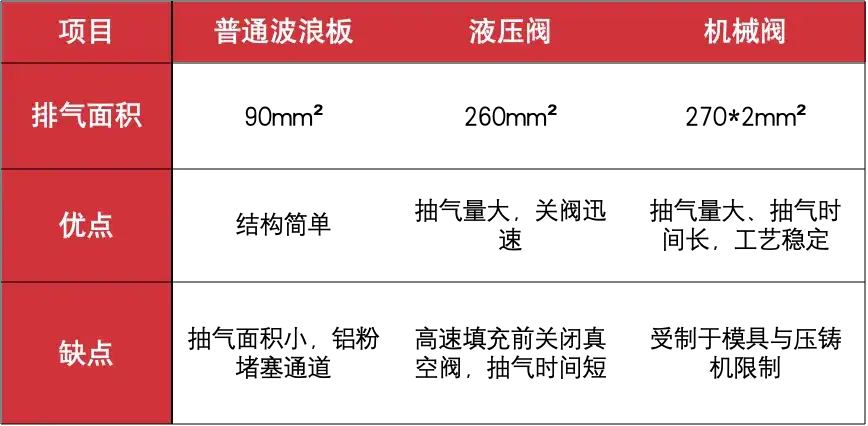
普通波浪板/液壓閥/機械閥對比
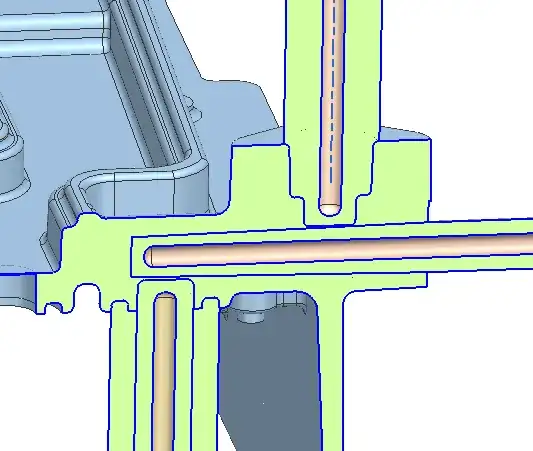
? 亮點五:水道關鍵區域質量保證措施。針對水道區域,團隊提出將部分機加工孔改為預鑄,以降低側邊加工面和孔之間的泄漏風險;對于抽芯針與定模針之間存在隔皮的問題,建議將內孔改為機加工。
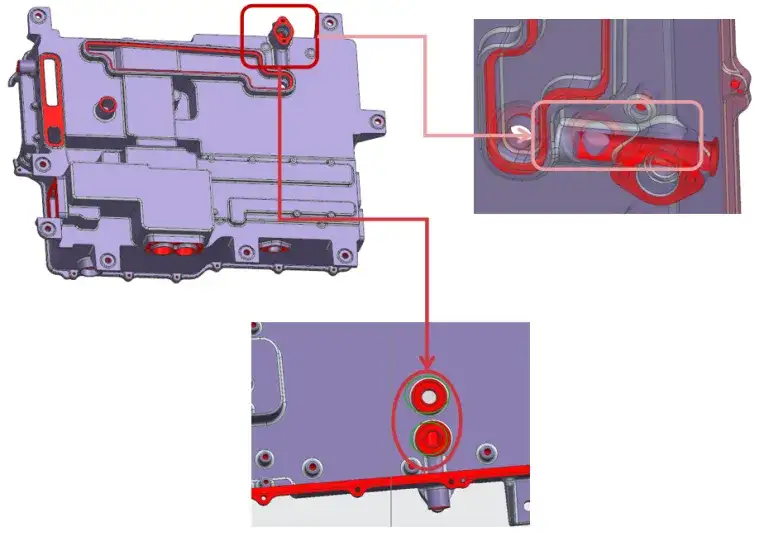
同時,對相關預鑄孔增加高壓冷卻,提高致密性,并在鑲針表面增加涂層,減少粘鋁等不良。
? 亮點六:攪拌摩擦焊質量工藝可行性改善。一方面,攪拌摩擦焊完成后會在產品上留下匙孔,因此建議在對應黃色圈位置增加匙孔;另一方面,當前焊接面軸肩接觸面不足,因此建議產品整圈向外延伸。
匙孔設計
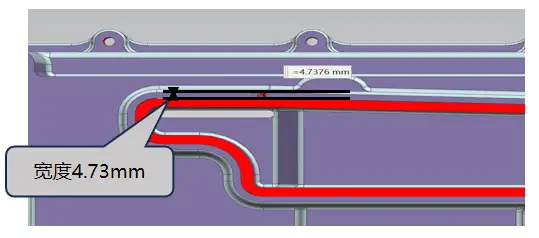
焊縫寬度設計
總的來說,HT-雄鷹隊先識別氣密、水道、焊接、變形和脫模風險,再通過模流驗證、真空系統、結構預頂出、溫控優化和產品修改建議,將后期問題盡可能前移到設計階段解決。
HT-雄鷹隊表示,這套方案的核心是通過多專業協同,對產品各工序可制造性和質量風險進行前置識別。面對新能源電控箱體開發周期短、氣密要求高、焊接工藝復雜的特點,團隊借助智鑄超云快速完成多方案驗證,并大膽引入新技術,希望在實踐中不斷積累經驗,更好地服務產品質量。





















工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP




