跟大咖學設計·第28期 | 小噸位亞軍!礪鋒隊作品詳解
匯聚優秀作品,直面模具設計大咖!適創科技【跟大咖學設計】專題內容,定期邀請模具設計精英分享方法與經驗,為壓鑄及模具行業從業者開啟設計新視野。
第三屆全國“適創杯”模具設計挑戰賽小噸位組亞軍團隊——礪鋒隊,圍繞一款小噸位壓鑄件展開設計。相比追求復雜結構,這套作品更強調“實用、穩定、好生產”:通過分型線與澆口位置的取舍,降低產品變形風險;通過三輪澆排迭代與抽真空優化,改善末端卷氣;再通過溫控系統調整,讓模具溫度回到更適合成型的狀態。
從分型取舍到抽真空優化,看礪鋒隊如何把“簡單結構”做穩!

01設計展示
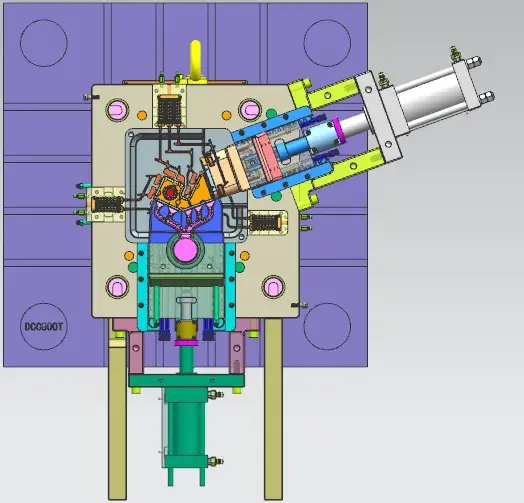
模具整體展示
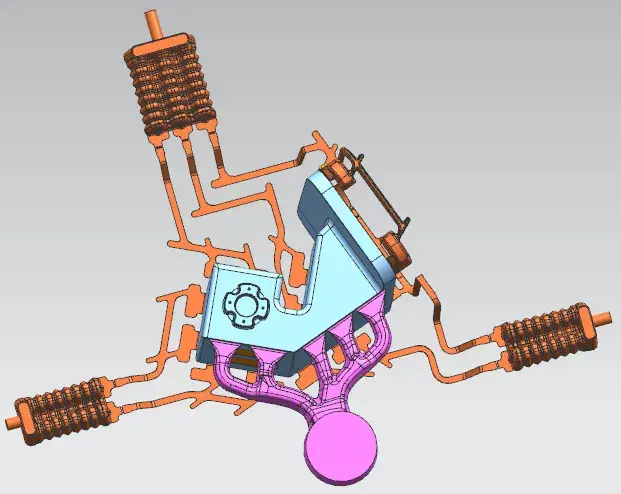
澆排設計展示
該產品配套模具尺寸為 900×800×910mm,產品體積約 634199mm3,渣包體積約 292966mm3,澆道體積約 434650mm3,總體積約 1361815mm3,工藝出品率為 46.3%。從設備匹配看,方案選用 800T壓鑄機,鎖模力要求約 5902KN,沖頭直徑為 ?90mm,壓射行程為 585mm,壓室充填率約 40.3%。
在方案初期,團隊對兩種擺放方式進行了比較:一是短邊擺正,二是長邊擺正。通過對澆口位置、二速調整難度、窗口脫模角度以及產品利角風險的綜合判斷,團隊最終確定了更適合該產品成型和后續加工的定案方案。
短邊擺正
長邊擺正
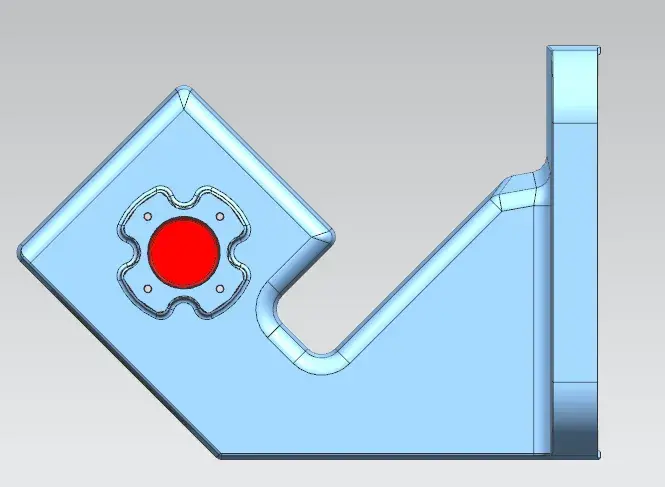
此外,根據產品2D要求,團隊判斷部分特征無法單純依靠壓鑄過程保證精度,因此在箭頭所指的三處產品特征上增加CNC余量,確保后續加工能夠滿足產品要求。
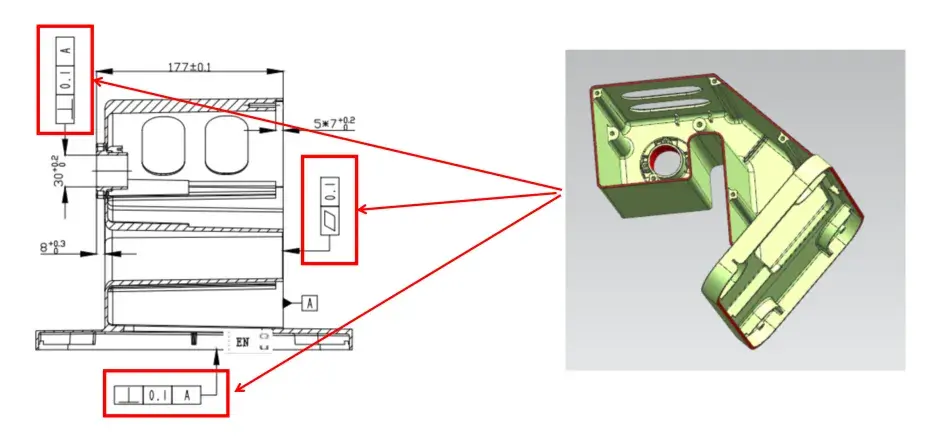
增加CNC余量圖示
02設計思路
礪鋒隊認為,這款產品的難點在于局部特征的可鑄性與后續加工的便利性。澆口位置的選擇、分型線的布置以及脫模角度等細節的調整,都會直接影響成型質量和生產效率。
■ 產品分析
在分型設計上,礪鋒隊的思路非常明確:分型線不僅要服務于開模,更要服務于排氣、脫模和后續加工。
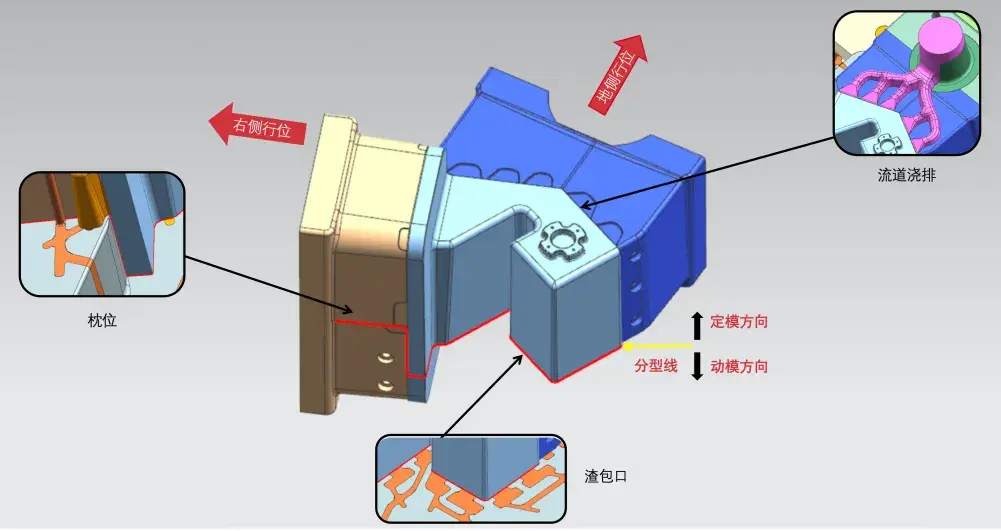
團隊將定模方向、動模方向以及左側行位、右側行位進行綜合布置,并在產品末端區域設計枕位,以利于末端排氣,同時降低行位脫模力過大導致產品變形的風險。
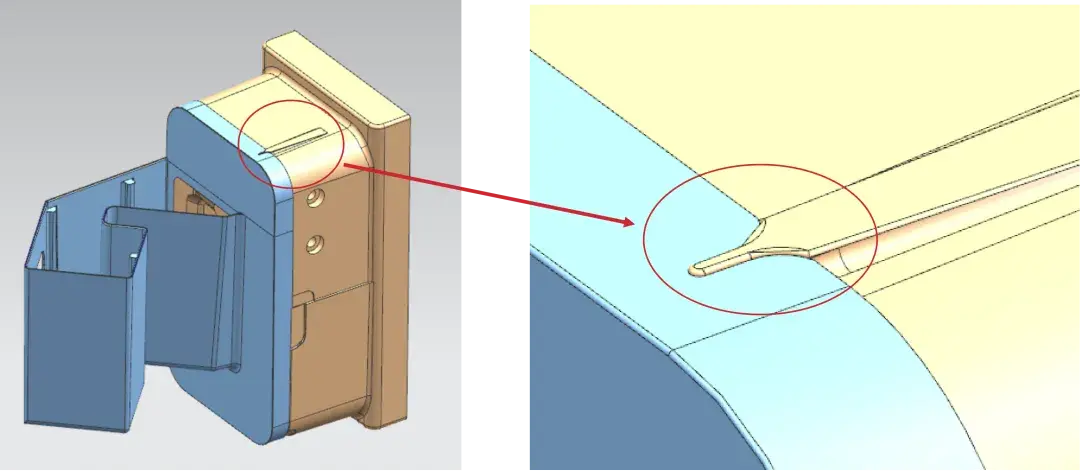
在另一處關鍵區域,團隊將分型線布置在有利于末端排氣的位置,并將渣包口布置在端面,使其后續可通過CNC加工去除。這一處理既兼顧了壓鑄成型過程中的排氣需求,也考慮到了后加工的便利性。
流道澆排則布置在有利于產品填充成型的位置,盡量減少金屬液流動阻力,使后續調機更加友好。
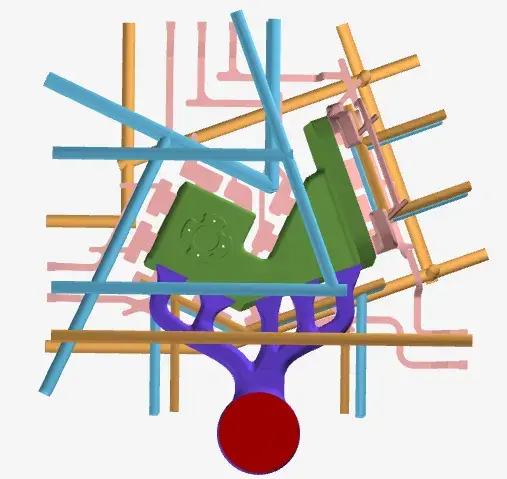
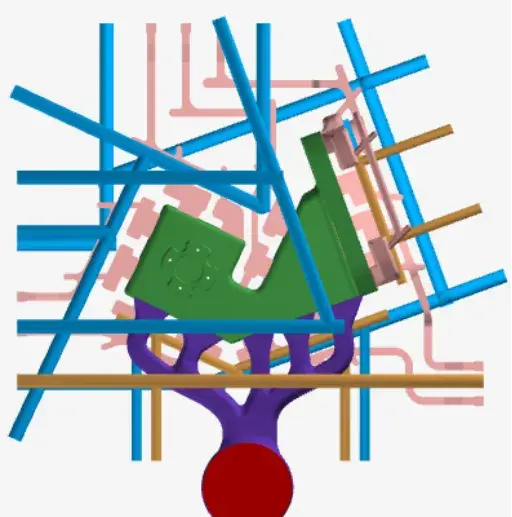
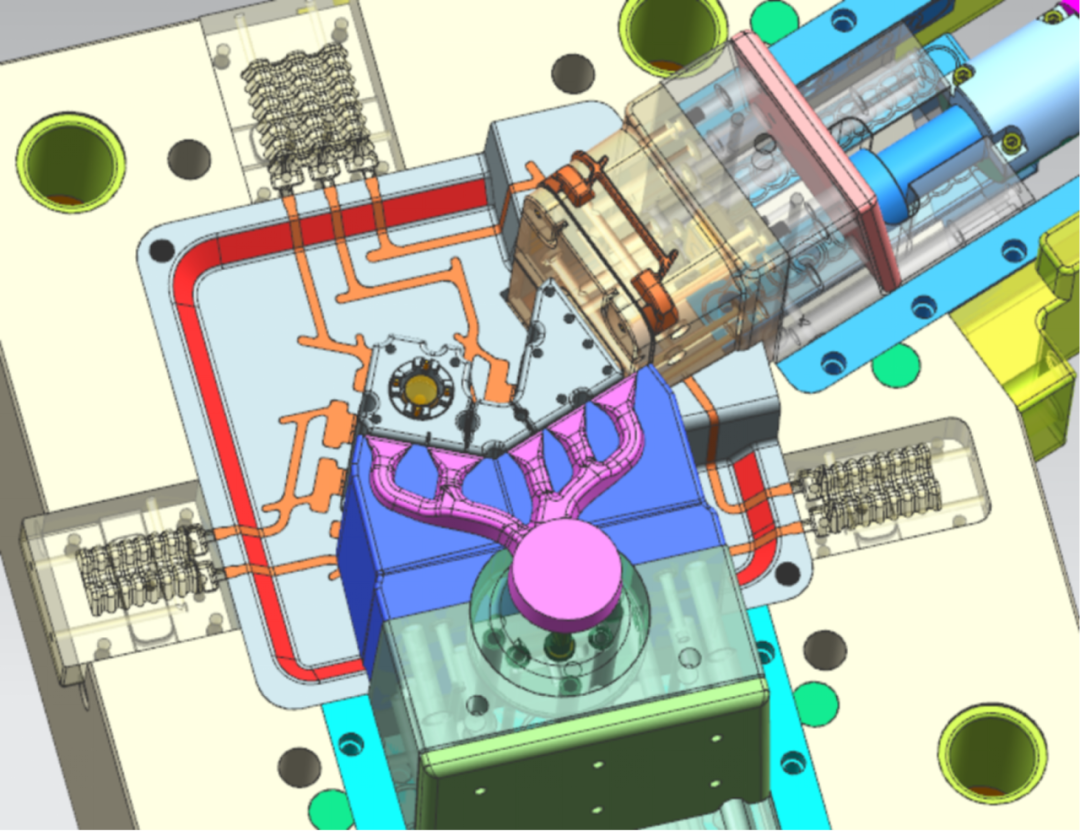
■ 澆排系統
在澆排設計上,礪鋒隊經歷了三輪主要迭代。
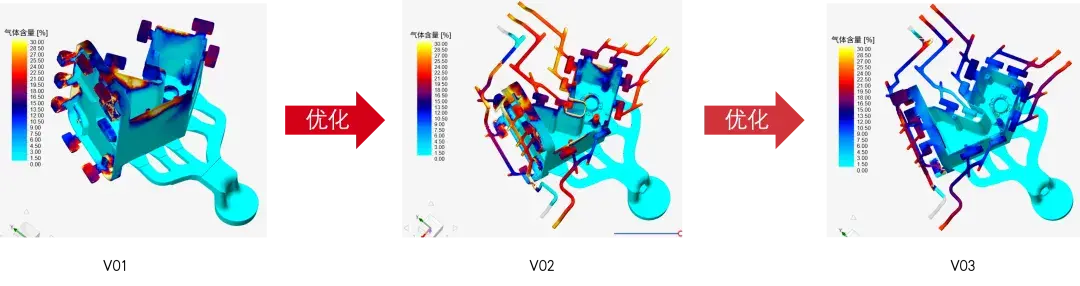
澆排系統的迭代優化過程
V01版模流方案無排氣閥排氣,模擬結果顯示產品末端卷氣較為嚴重。針對這一問題,團隊增加了排氣閥,并同步調整流道進澆位置以及渣包布置。
V02版改為排氣閥排氣后,末端卷氣得到明顯改善,但局部區域仍有部分卷氣未完全排空。于是團隊繼續優化流道進澆位置和渣包設計,進一步改善末端排氣條件。
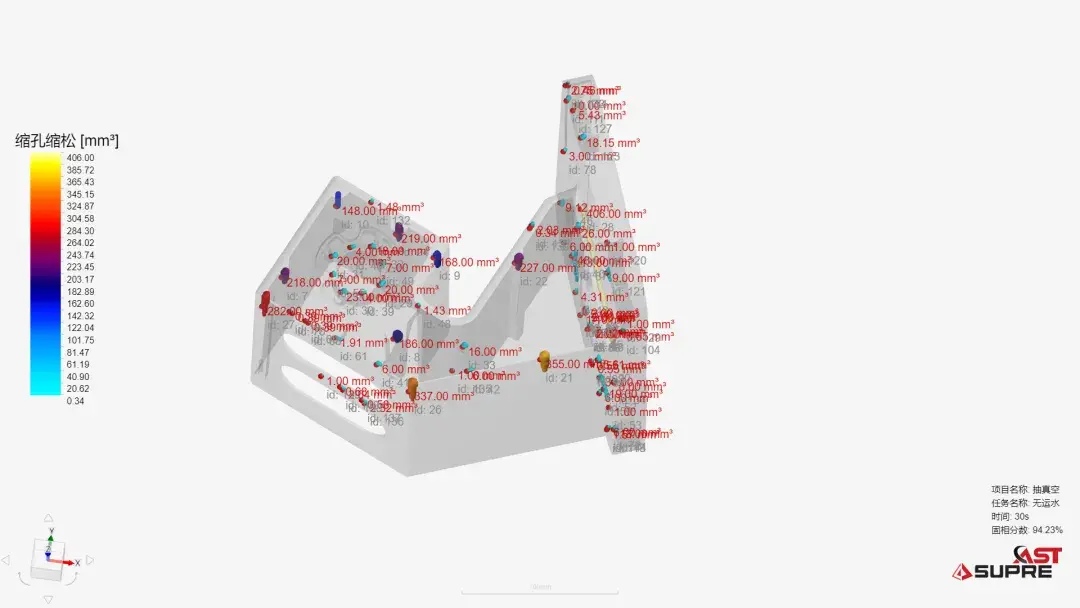
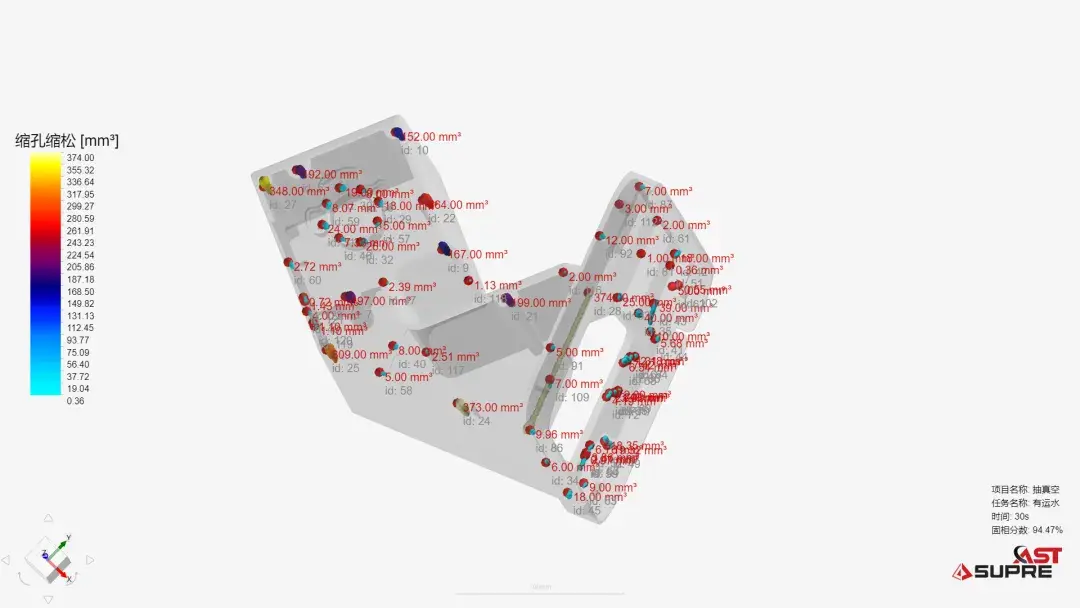
到了V03版,產品卷氣問題得到明顯改善,基本滿足生產要求。但為了進一步提高穩定性,團隊在終版方案中繼續引入抽真空排氣。根據模擬結果,使用抽真空后,澆排系統性能有明顯提升,能夠滿足生產要求。
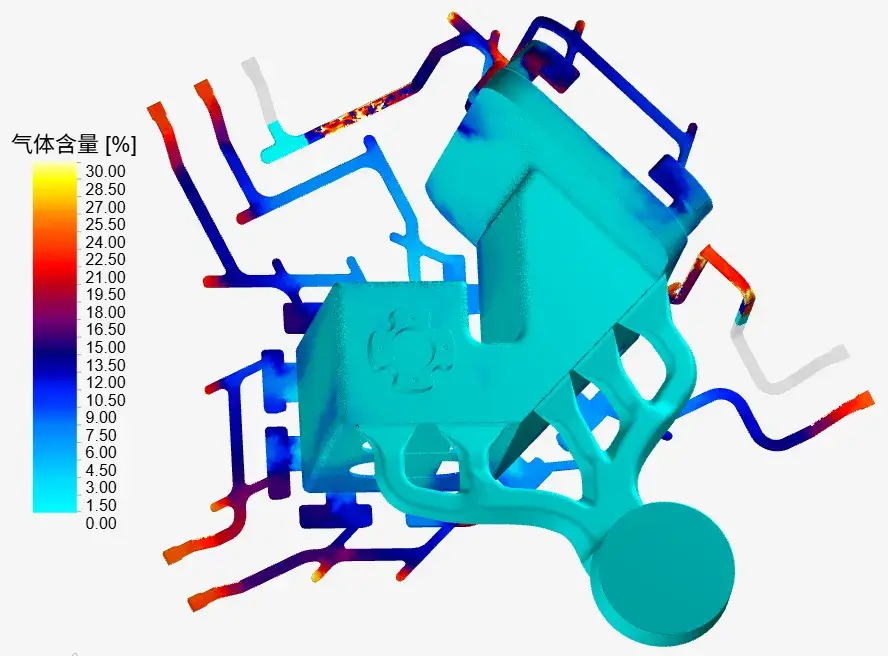
抽真空-氣體含量仿真結果
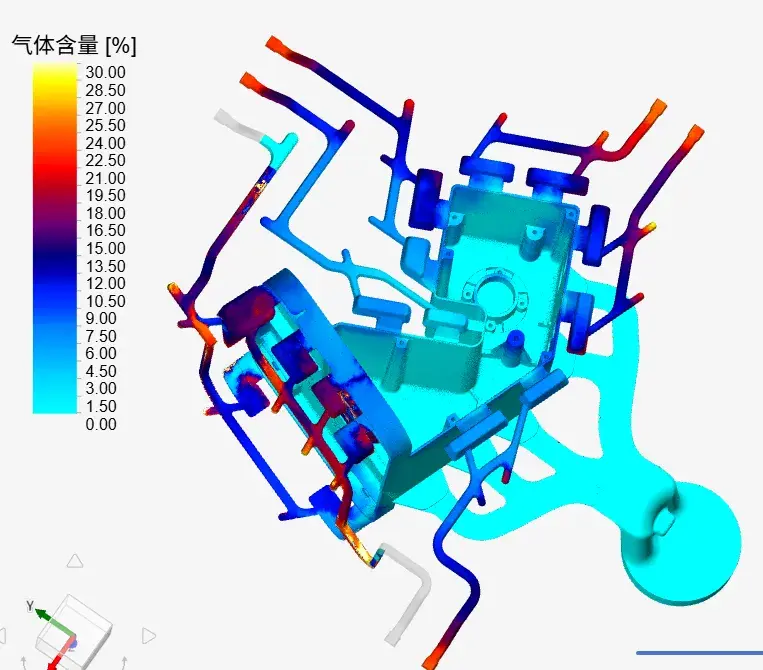
抽真空-氣體含量仿真結果
整個過程中,礪鋒隊先通過排氣閥改善末端排氣,再通過流道與渣包位置調整優化流態,最后以抽真空進一步提升系統穩定性。這種由淺入深的迭代路徑,使方案更加穩妥。
在流道校核方面,經過計算,現有流道基本遵循截面積遞減原則,且該流道系統工作點位于P-Q工藝窗口中間區域,說明模具與壓鑄機匹配合理,工藝調整空間相對充足。
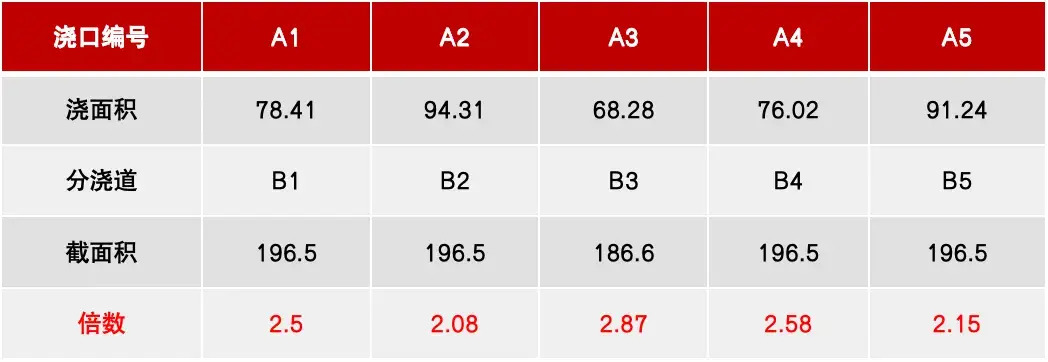
流道截面積核算
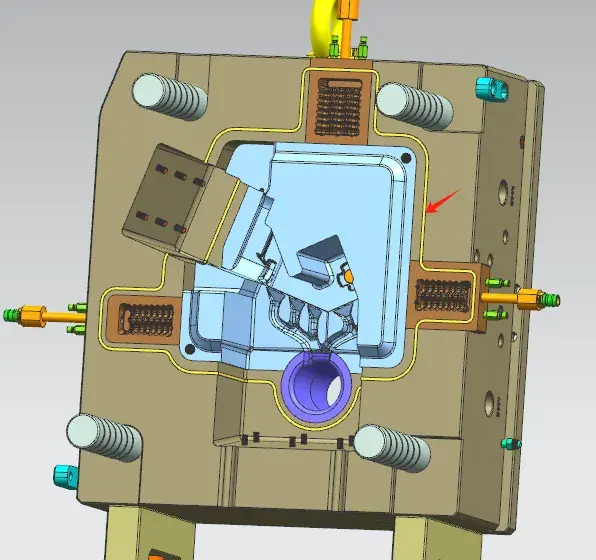
■ 溫控設計
溫控系統方面,礪鋒隊同樣采取了“先模擬、再修正”的方式。
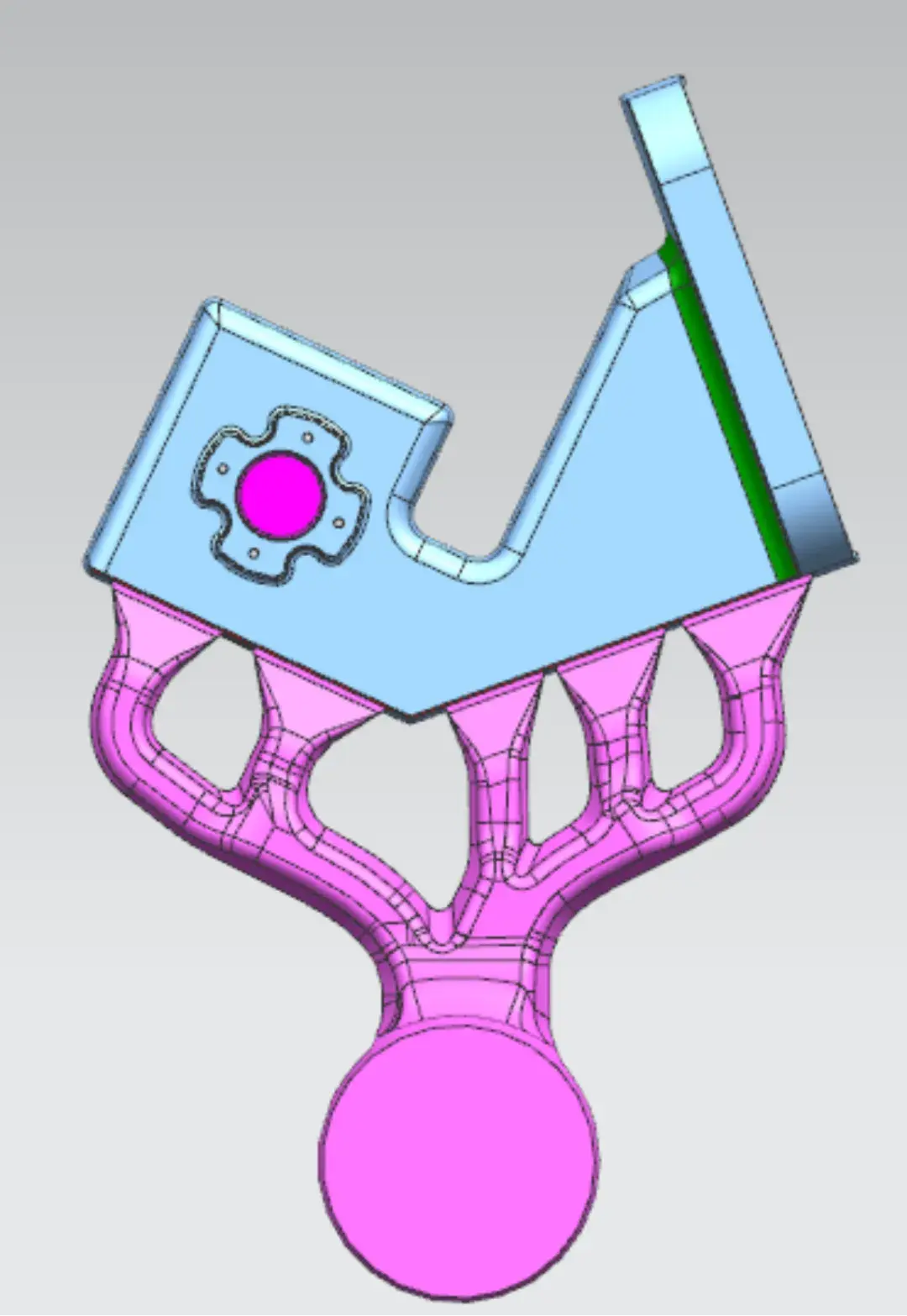
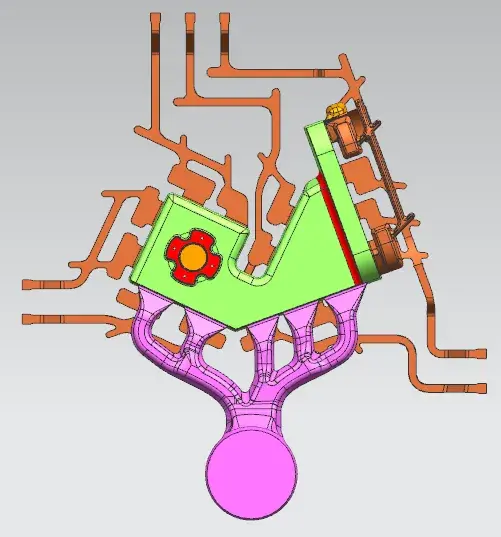
澆排系統布局設計
澆排系統布局設計
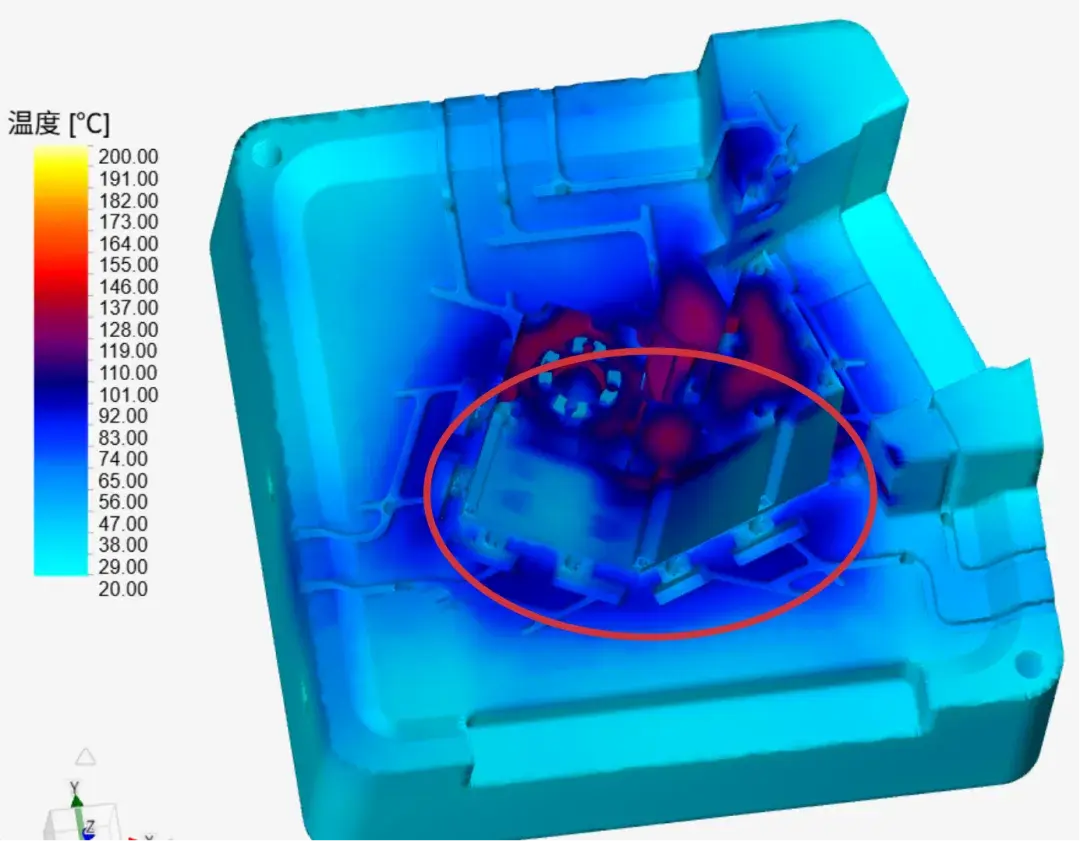
在初版溫控方案中,進行水路和油路布置后,團隊分別對定模、動模、地側行位和右側行位進行了溫度分析。結果顯示,定模、地側行位和右側行位溫度均處于正常狀態,但動模局部位置溫度偏低,不利于鋁液充填,容易造成壓鑄缺陷。
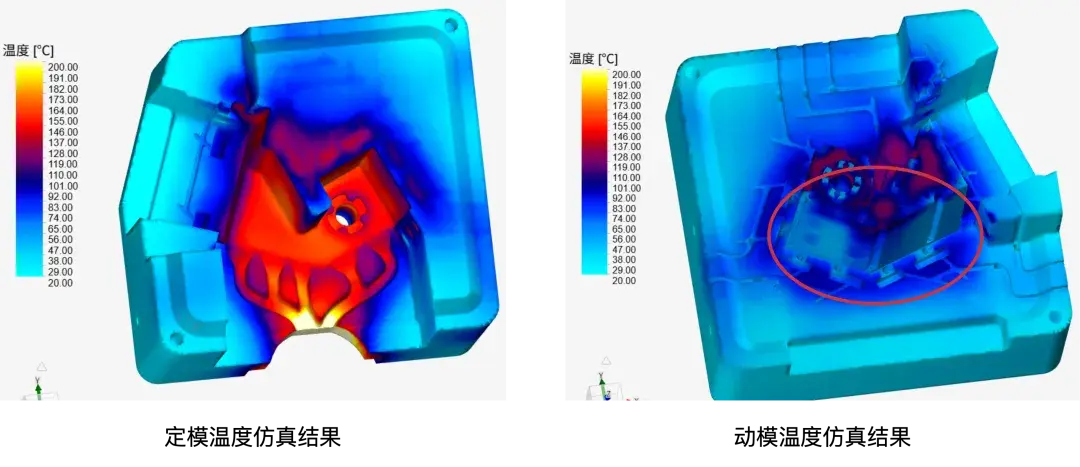
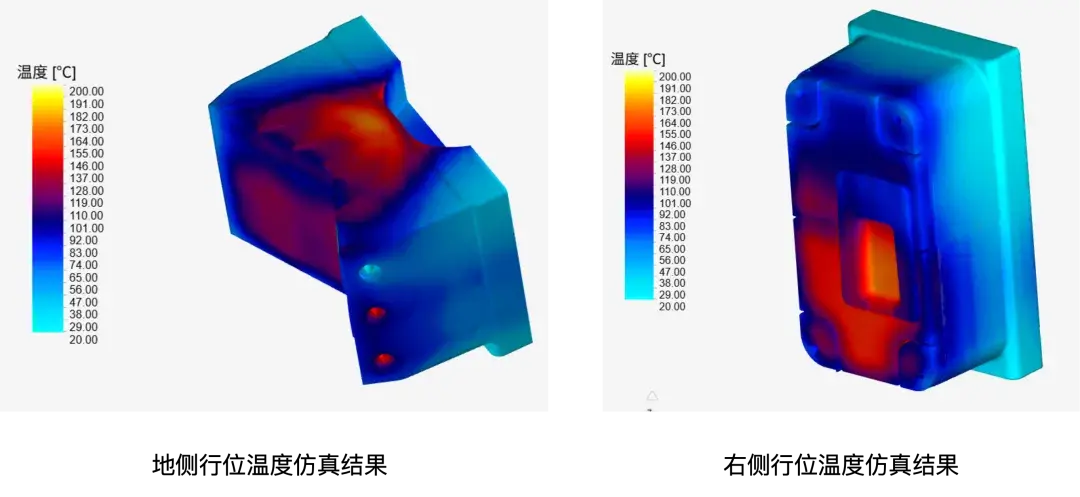
針對這一問題,團隊取消了后模部分點冷及水路,并適當增加油路,使動模溫度回到更適合成型的區間。模擬結果顯示,定模、動模及兩側行位溫度均趨于正常,說明調整后的溫控方案能夠更好地滿足產品成型需求。
在縮孔風險方面,冷卻前后模擬結果顯示,增加冷卻前后最大縮孔位置以及風險體積基本沒變,但其他位置的縮孔都有所改善,或分解成體積小的,或風險體積有所減小。產品縮孔密集區域并不位于機加工區域或螺紋孔等重要加工區域,因此不會影響產品性能要求。
冷卻前
冷卻后
03設計亮點
綜合來看,礪鋒隊的方案并不追求復雜結構,而是把關鍵風險逐項前置,通過產品優化、模具定位、行位設計和快換結構提升整體穩定性。
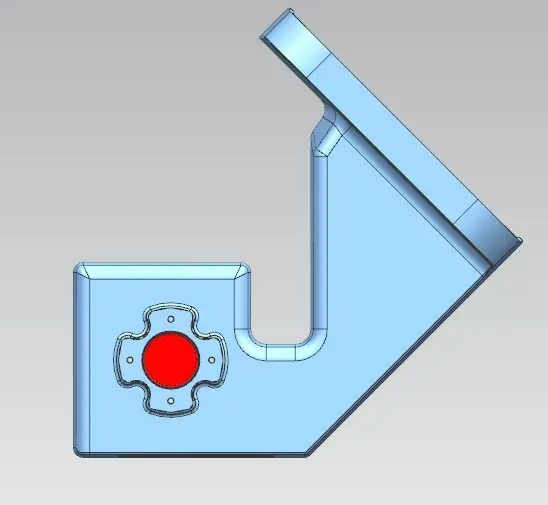
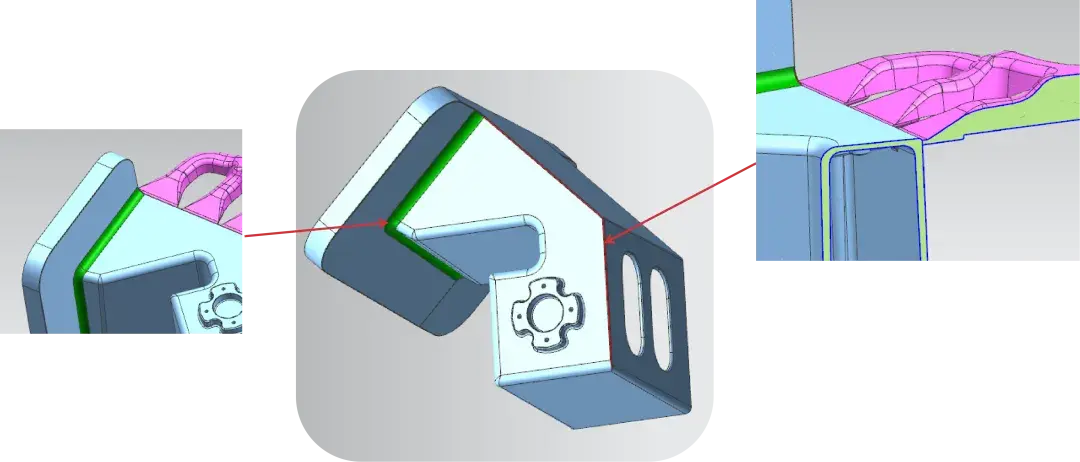
? 亮點一:R角針對性優化,改善流動與沖蝕風險。團隊將產品局部紅色面R角改小,使鋁液流向更加合理,從而改善動模沖蝕并減少定模氣蝕;同時將綠色面R角改大,便于鋁液充填,也有助于降低產品應力開裂風險。
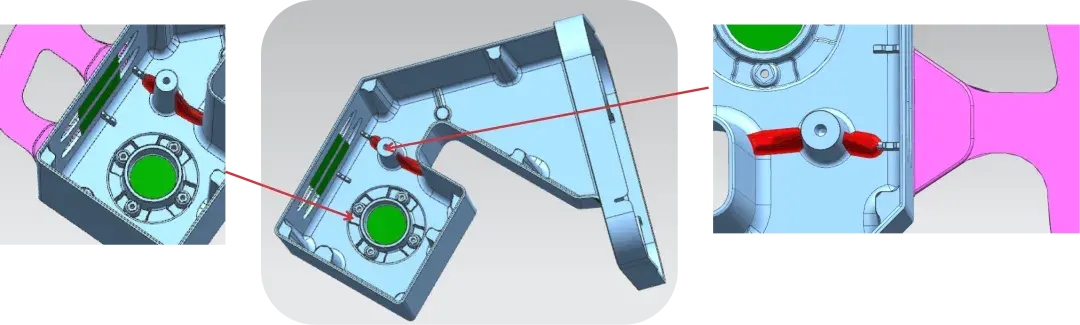
? 亮點二:結構局部優化,改善深腔困氣與成型風險。針對產品部分圓柱位置易折斷、包緊力較大、深腔區域容易困氣的問題,團隊在柱子兩側增加筋位,使鋁液更容易導入局部區域,同時減少柱子深腔處的困氣風險。此外,局部增加過橋結構,也有助于改善流態,使復雜區域的充填更加順暢。
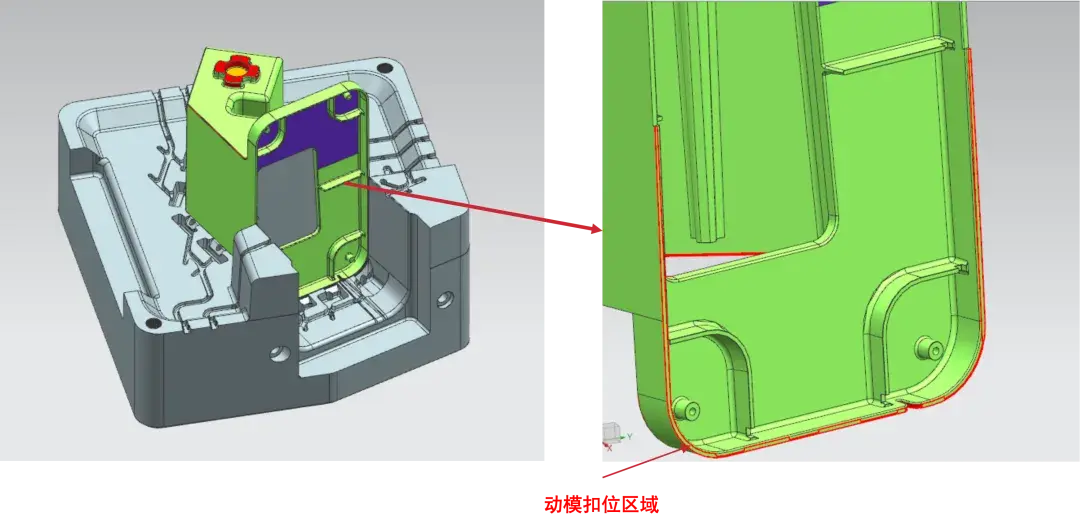
? 亮點三:動模扣位設計,降低滑塊抽拔導致的產品變形風險。針對滑塊側抱緊力較大的問題。團隊沒有簡單依賴頂針脫模,而是通過分型設計,將局部扣位設置在動模上,使其在開模和抽芯過程中抵消一部分滑塊抽拔力,減少產品變形風險。相比額外增加復雜頂出機構,這種處理方式結構更簡單,也更可靠。
? 亮點四:模仁凸凹結合,兼顧防飛料與真空密封。在模仁結構上,團隊采用凸凹結合設計。一方面可以提高模仁定位精度、防止飛料;另一方面也有助于提升抽真空狀態下的密封性。這個細節使模具在長期生產中更容易保持穩定狀態,避免因分型面或模仁配合不穩定帶來質量波動。
? 亮點五:動模成型面抵消滑塊抽拔力,降低產品變形。將藍色面設計在動模成型,可抵消滑塊抽拔力,減少產品在抽芯過程中的變形風險,使開模與脫模過程更加平穩。
? 亮點六:行位鑲針快換設計,提高生產節拍。對于小噸位模具來說,生產節拍與維護便利性同樣重要。礪鋒隊在行位鑲針處采用快換模式,可有效縮短易損件更換時間;同時,針對后續產品披鋒處理,行位結構也做了相應優化,使模具在量產維護中更加高效。
整體來看,礪鋒隊的方案圍繞“成型穩定、結構簡單、生產高效”展開。整套方案的優勢在于:澆排系統合理、成型良好;各澆口同時均勻進澆,便于調機;模具結構簡單,制作成本低;壓鑄生產效率高;模具生產穩定,易損件便于更換。
04技術探討
在賽后的作品交流中,適創科技工程師團隊與獲獎選手再次針對作品中的技術點進行了探討,以下記錄了技術探討過程中的部分亮點內容。
適創工程師:為什么在小噸位產品中也要考慮抽真空?
礪鋒隊:一般來說,抽真空常被認為更多服務于高氣密或高致密性要求的產品。但在這個案例中,團隊采用抽真空的目的,是進一步降低氣孔風險,提高產品外觀和加工后的穩定性。尤其是在前期排氣閥和渣包優化后,局部仍可能存在氣體滯留風險,因此通過抽真空進一步提升排氣能力,是對澆排系統的一次補強。
同時,團隊并不是只增加抽真空設備,而是同步對密封結構做了考慮,例如在關鍵位置增加密封膠條,并通過模仁凸凹結合提高密封效果。這說明抽真空不是單一工藝動作,而需要模具結構共同配合。
適創工程師:為什么要在動模上設置扣位?
礪鋒隊:該產品局部滑塊側抱緊力較大,如果處理不當,容易在抽芯或脫模過程中拉動產品,造成變形。相比增加復雜頂出機構,團隊通過分型設計,把扣位設置在動模上,用結構本身來抵消滑塊抽拔力,從而降低產品變形風險。
這個處理體現了一個很重要的設計思路:當產品存在變形風險時,并不一定要靠更多機構解決問題,有時通過分型和扣位設計調整受力路徑,反而更加簡單可靠。
適創工程師:溫控系統為什么不是一味加強冷卻?
礪鋒隊:團隊通過溫控模擬發現,初版方案中動模部分位置溫度偏低,不利于鋁液充填,容易造成壓鑄缺陷。因此,團隊取消了后模部分點冷和水路,并適當增加油路,使動模溫度恢復正常。
這一點值得注意,溫控系統的目的并不是“溫度越低越好”,而是讓模具保持在適合充填和凝固的區間。特別是小噸位產品對外觀質量要求較高,如果局部模溫過低,反而可能導致冷隔、充填不足或表面缺陷。因此,礪鋒隊的溫控調整,本質上是讓模溫從“過冷”回到“可成型”的合理狀態。
適創工程師:這套方案最值得借鑒的地方是什么?
礪鋒隊:這套方案的價值,不在于某一個特別復雜的結構,而在于它把小噸位產品的幾個關鍵問題處理得比較完整:通過多版澆排對比解決流態和卷氣問題,通過抽真空降低氣孔風險,通過動模扣位控制變形,通過密封和定位細節提高生產穩定性。
對于小噸位壓鑄模具而言,這套方案非常具有參考意義。它提醒設計者:小噸位并不代表設計難度低,真正影響產品質量的,往往是澆排、排氣、模溫、分型和維護細節之間的協同。礪鋒隊的亞軍作品,正是在這些細節中體現出了完整度和工程實用性。
礪鋒隊表示,簡單產品并不意味著設計簡單。團隊在設計方案時將重點投入在澆排系統上,并借助模流分析提前判斷流態、卷氣和末端風險區域,從而有針對性地優化排布,減少后期試模、修模壓力,提升模具穩定性和一次成品率。





















工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP




