跟大咖學設計·第29期 | 大噸位冠軍!凌云隊作品詳解
匯聚優秀作品,直面模具設計大咖!適創科技【跟大咖學設計】專題內容,定期邀請模具設計精英分享方法與經驗,為壓鑄及模具行業從業者開啟設計新視野。
水道、端子接口、螺紋孔等功能區域,任何一個位置出現氣孔、縮孔或冷隔,都可能在最后的測漏環節暴露出來。到那時,問題可不是“修一下模”那么簡單,而是意味著前面的澆排、排氣、溫控、補縮和結構設計,都要被重新追問。
第三屆全國“適創杯”模具設計挑戰賽大噸位組冠軍團隊——凌云隊,團隊成員分別來自廣東文燦鑄造研究院有限公司和佛山市和陽精密金屬制品有限公司。他們的方案沒有把氣密性當成最后一道檢測,而是把“防漏”提前寫進了整套模具設計方案中。從進澆方向,到3D打印排氣鑲件;從真空密封,到分體鑲拼降本,把可能影響大噸位氣密件的環節,一層層拆解,結合模具結構本身的復雜性,將產品設計做到極致。
從分型取舍到抽真空優化,看礪鋒隊如何把“簡單結構”做穩!
01設計展示
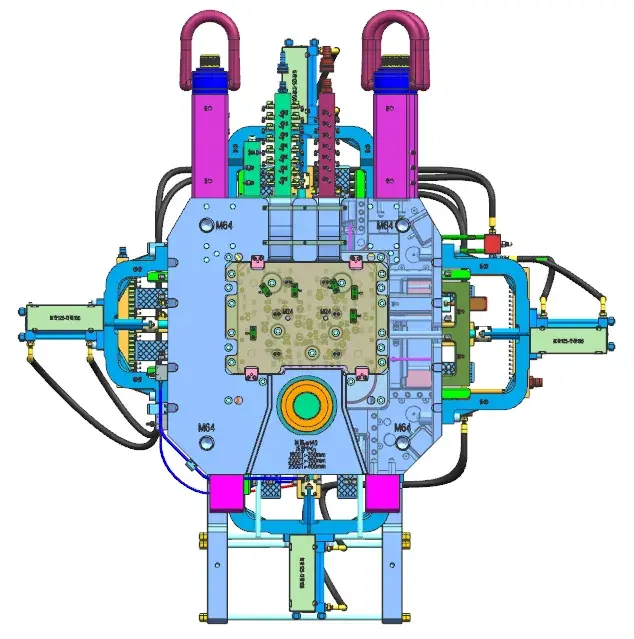
模具整體展示
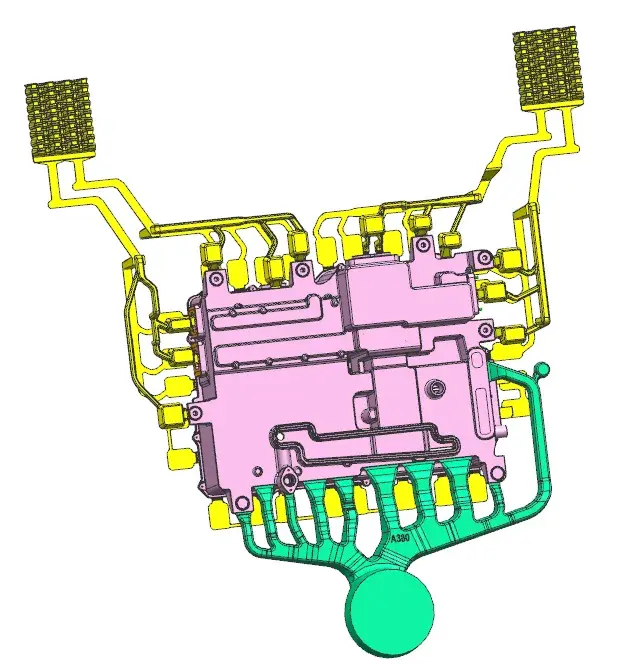
澆排設計展示
本次案例產品為A380鋁合金電控箱體。產品尺寸為528.9×417.3×152.8mm,產品體積約1674.4cm3,質量約4520.8g,基本壁厚3mm,平均壁厚3.25mm,最大壁厚約14.9mm。薄壁主體與局部厚壁并存,是這類箱體件最典型的結構特征。
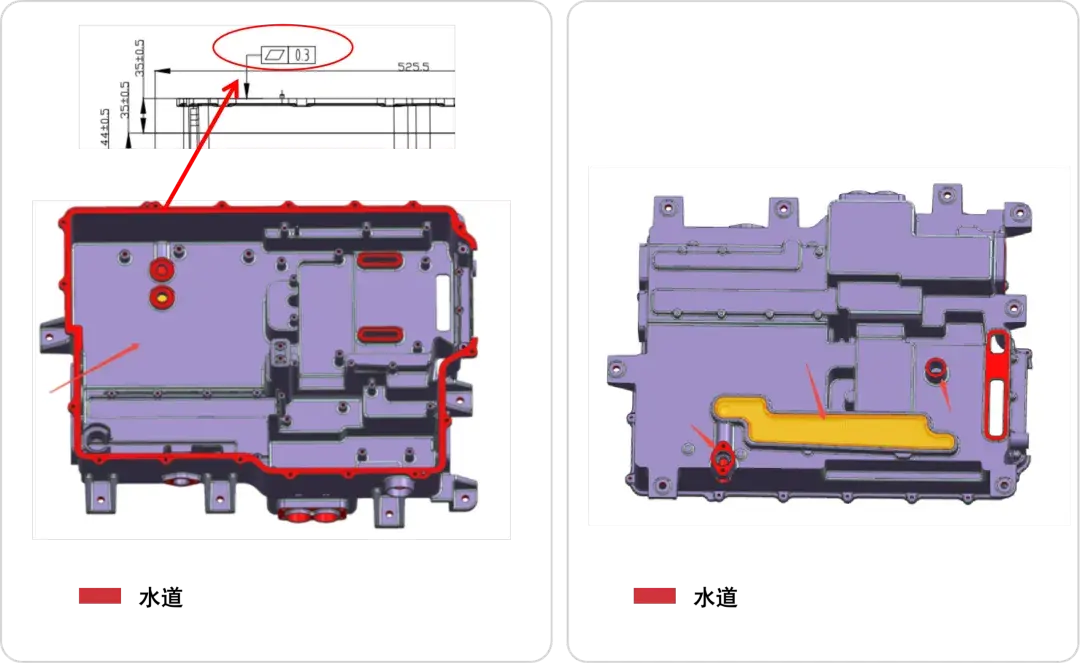
相比外觀件,這類電控箱體的核心質量壓力更多來自內部。產品水道氣密檢測要求為:氣壓2.5bar,充氣60s,保壓30s,測試10s,泄漏量≤15Pa,并且不允許摩擦焊及蓋板出現變形;整機氣密則要求在大于0.25bar相對壓力下,允許泄漏量40Pa。
團隊以60MPa進行鎖模力計算,得到所需鎖模力約20907KN,初步匹配2000T壓鑄機,并根據生產需求增加1600T和2500T壓鑄機對應安裝孔位,提高模具在不同機臺上的適配性。產品澆口截面積計算為1004.8mm2,沖頭直徑?140mm,速度比約15;P-Q圖驗證顯示,工作點位于工藝窗口內,說明模具與2000T壓鑄機性能匹配。
02設計思路
■ 產品分型與開模
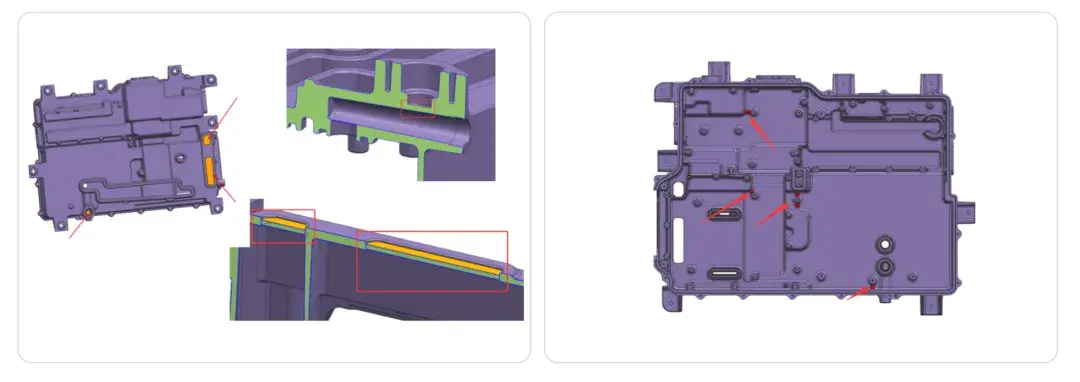
對于開模方向,凌云隊判斷:由于水道需要進行摩擦焊,因此應盡量從靠近水道一側進澆,使鋁液沿產品主壁厚方向流動,從而更有利于保證水道區域的成型質量和后續氣密檢測結果。
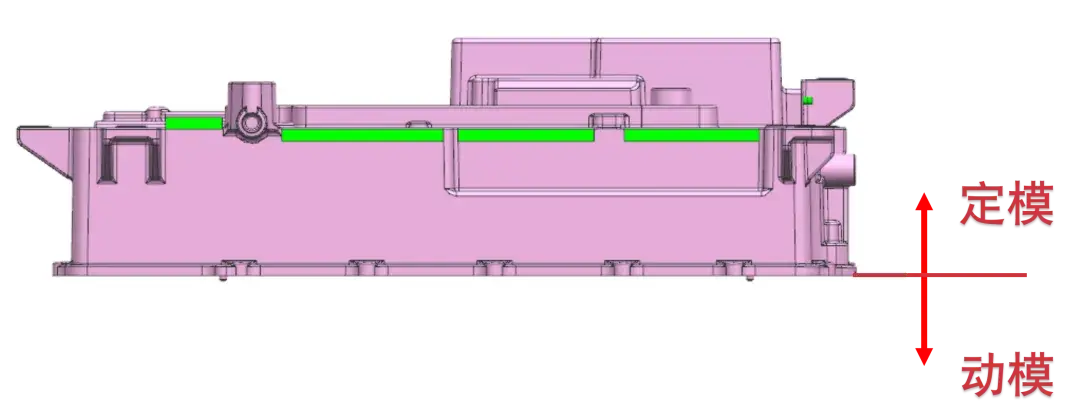
在進澆位置的選擇上,凌云隊并未簡單追求流程最短或布置最便捷,而是優先考慮金屬液從哪里進澆,才能更好保證水道、端子接口這些關鍵區域的致密性和質量。因為這些區域后續要經歷摩擦焊、機加工和氣密檢測,一旦內部出現氣孔、縮孔或冷隔,就可能導致泄漏,使整件產品無法通過質量驗證。
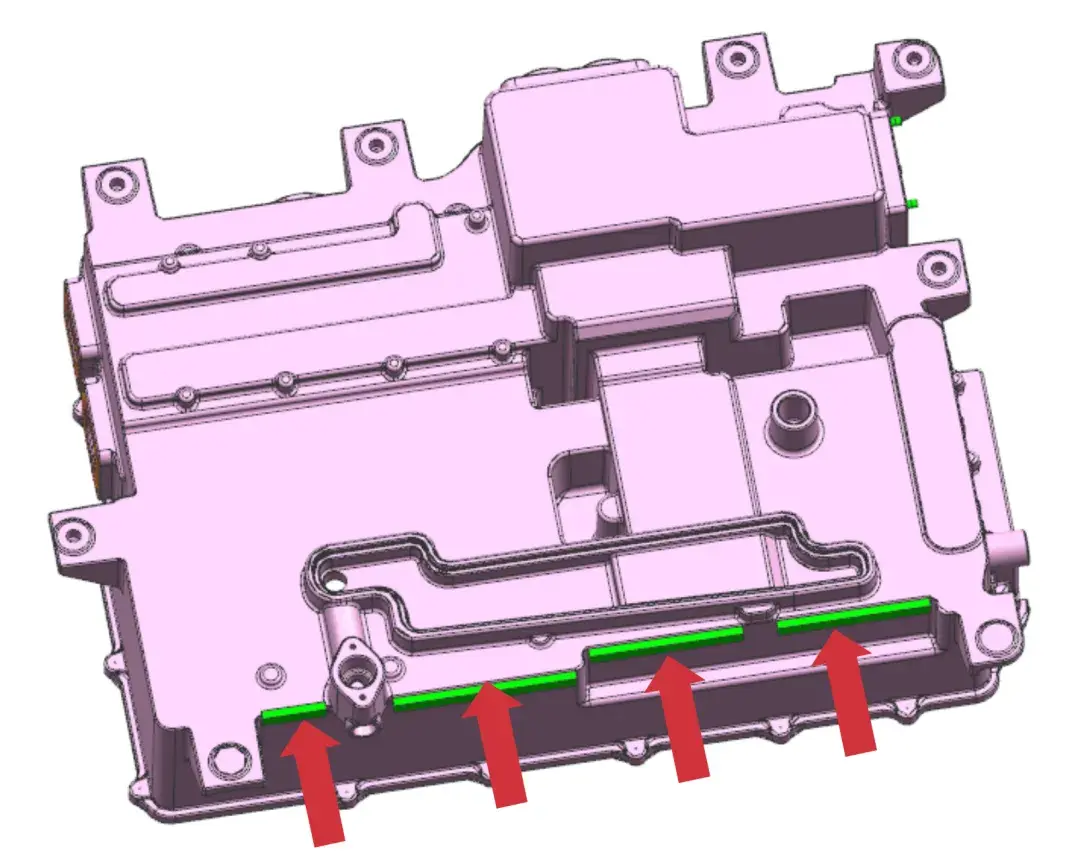
進澆方向
模具結構方面,凌云隊設計了4個滑塊。動模方向抱緊力經過計算后,理論需要61支φ8頂針,實際布置各類頂針、司筒針共58支,頂出布置與產品受力需求基本匹配。
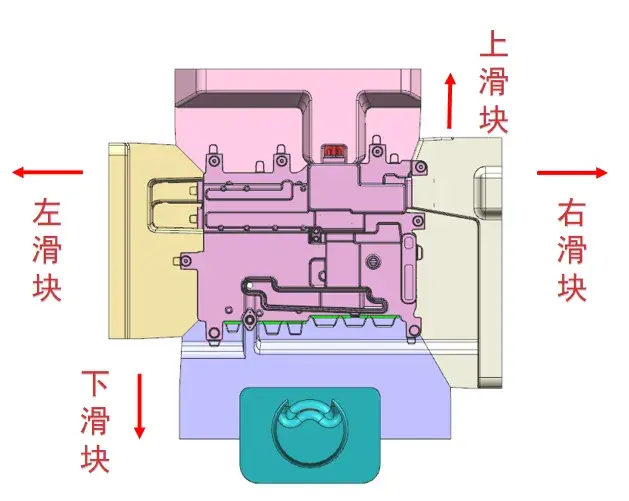
滑塊分型
■ 澆排系統
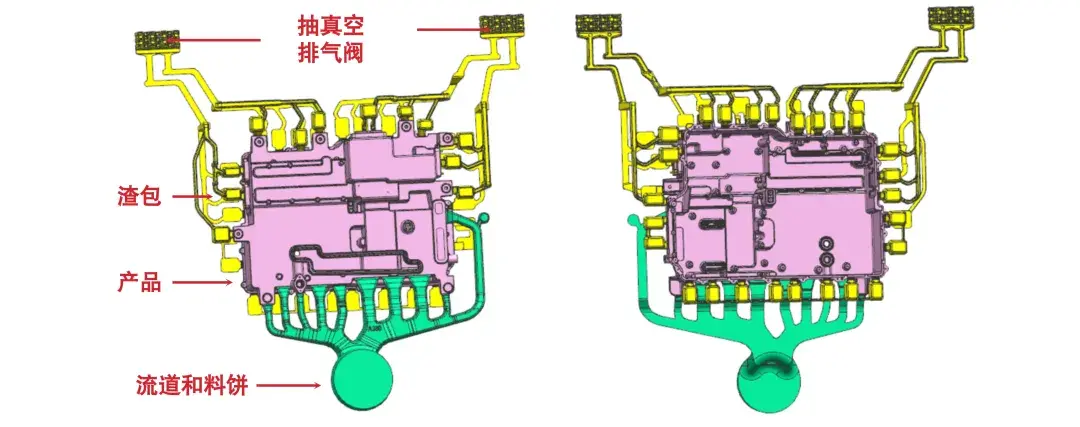
在澆排設計上,凌云隊設計了四套進澆方案,并圍繞氣體含量、充填溫度、充填壓力、縮孔縮松四個維度進行模流對比。氣體含量關系到氣孔與后續氣密檢測;充填溫度決定遠端是否會產生冷料、冷隔;充填壓力影響模具沖蝕、拉模和設備負荷;縮孔縮松則直接關系到加工面和厚壁功能區的內部致密性。
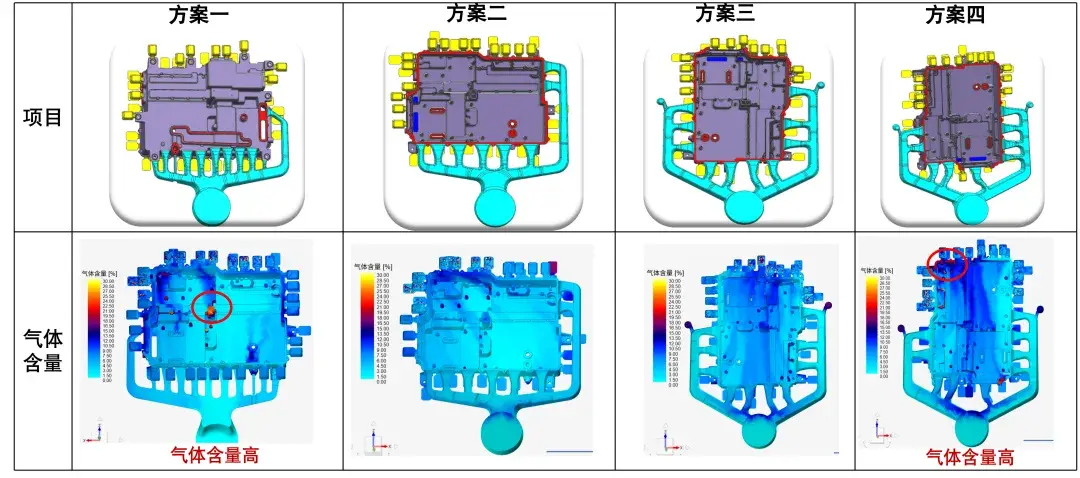
四套方案氣體含量仿真結果對比
從氣體含量來看,方案二和方案三表現相對更好,局部卷氣風險更低;方案一和方案四則存在氣體含量偏高的問題。
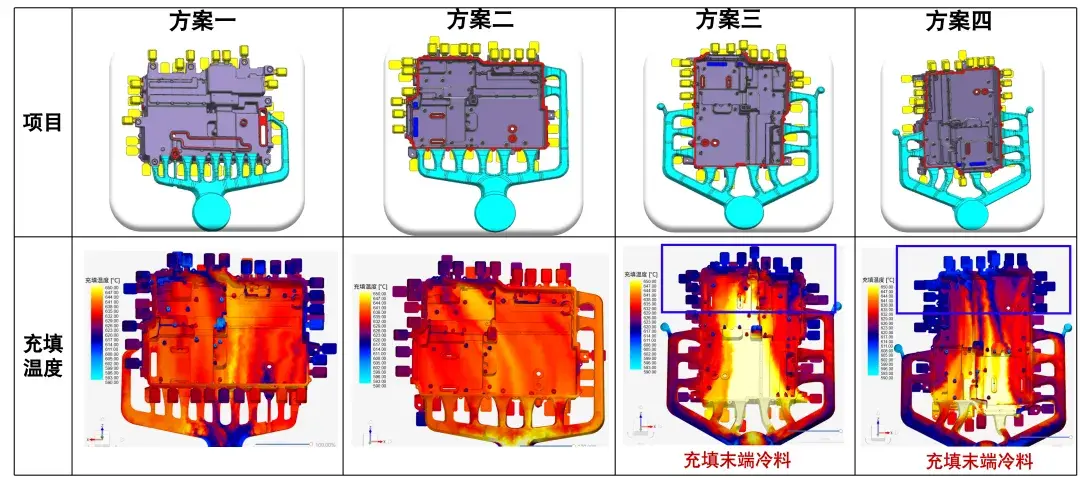
四套方案充填溫度仿真結果對比
進一步對比充填溫度時,方案三和方案四的問題很快暴露出來:兩者在充填末端存在冷料風險,不利于大尺寸薄壁區域穩定成型。相比之下,方案一和方案二的充填溫度更均衡,其中方案二在溫度表現上略占優勢。
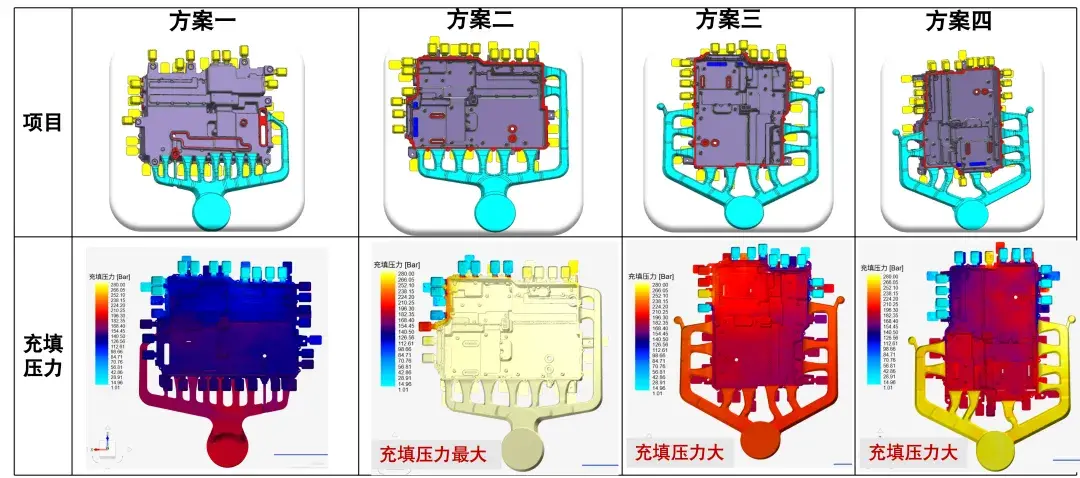
四套方案充填壓力仿真結果對比
隨后在充填壓力對比中,方案一的優勢非常明顯。模流結果顯示,方案一所需充填壓力最低,而方案二、方案三、方案四的充填壓力均更高。對于大噸位模具來說,充填壓力偏高并不是一個孤立數字,它往往意味著更強的模具沖刷、更高的拉模風險,也可能帶來設備噸位和生產成本的上升。
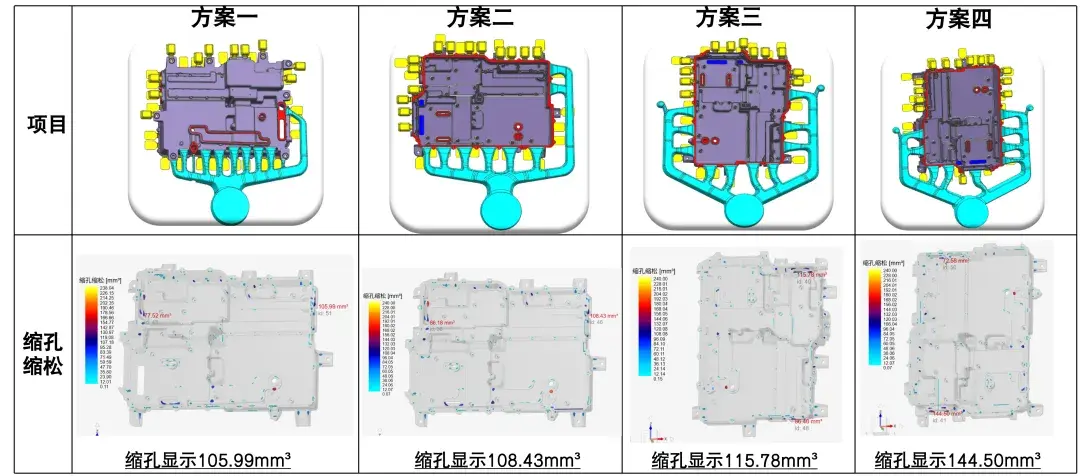
四套方案縮孔縮松仿真結果對比
縮孔縮松結果則進一步幫助團隊縮小選擇范圍。四套方案中,方案一和方案二的縮孔縮松表現都相對可控,明顯優于方案三、方案四。由此,四套方案初步篩選后,真正進入最終比較的只剩下方案一和方案二。
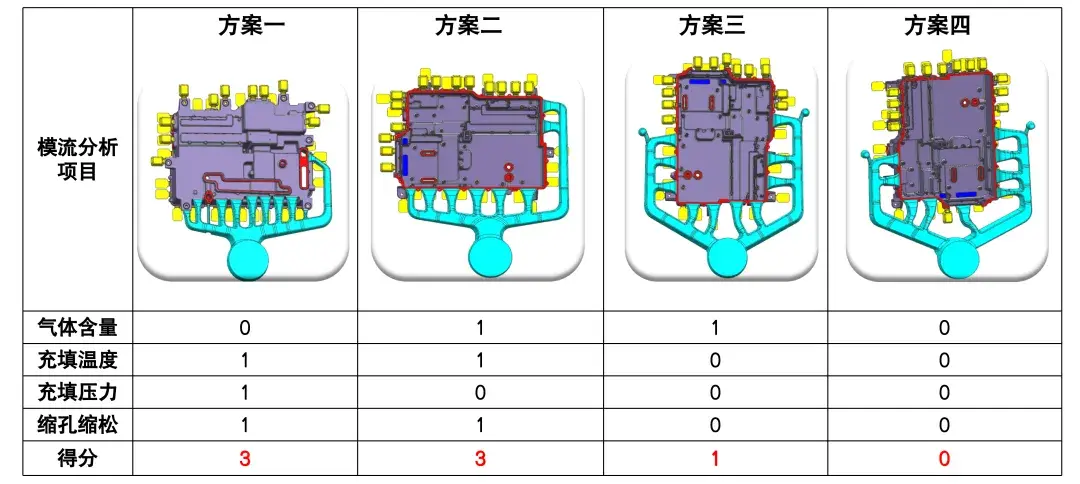
四套方案得分
綜合對比方案一與方案二可以看到,方案二從產品法蘭面進料,從部分模流指標看并不差,但團隊結合以往類似產品的生產經驗判斷,這類進料方式往往鑄造壓力更大,容易造成模具沖蝕和產品拉模,過往類似案例的良率也并不理想。相比之下,方案一雖然在氣體含量上不是最漂亮的方案,但它所需鑄造壓力更小,既有機會降低設備噸位和制造成本,也能減少模具沖蝕,提高模具壽命。
因此,凌云隊從模具壽命、壓鑄生產制作成本、產品良率等綜合因素考慮,選擇方案一繼續優化設計,總共進行了三版澆排迭代。
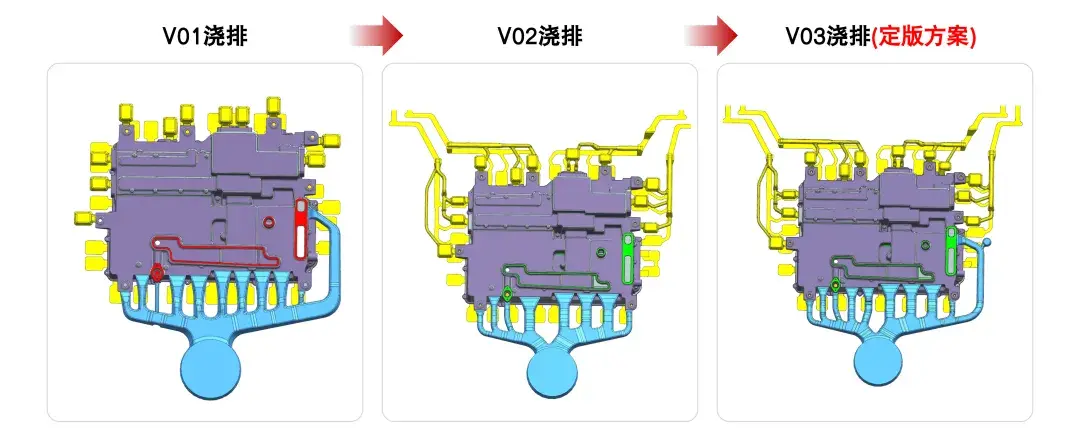
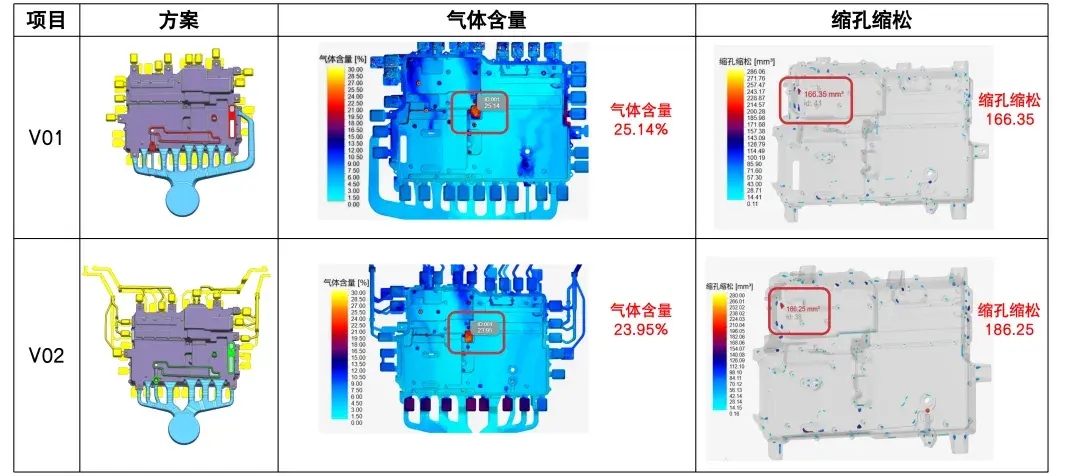
V01確定進澆方向,根據模流結果,氣體含量(25.14%)偏高;于是團隊在V02排布渣包并優化流道,氣體含量從25.14%降至23.95%,改善并不明顯,同時縮孔縮松體積反而從166.35mm3增至186.25mm3,說明單純優化流道還不足以解決關鍵風險。
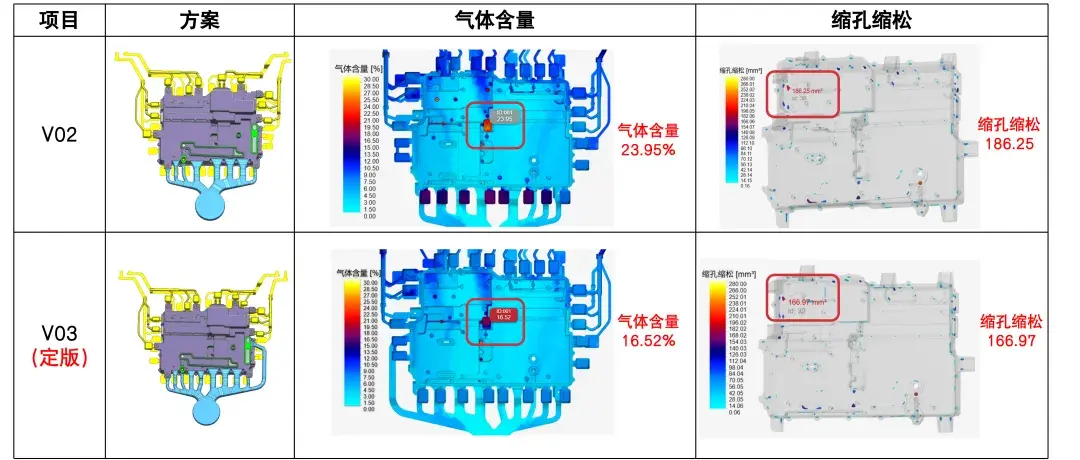
V03繼續調整流道與渣包布置后,氣體含量明顯下降。V03最高氣體含量降至16.52%;低于20%的控制要求;縮孔縮松體積降至166.35mm3。充填溫度維持在約620℃,整體鑄造壓力較小。因此確定V03為定版方案。
■ 溫控設計
模流結果中,部分區域改善前充填溫度約為605℃,存在低溫冷料和冷隔風險。對于普通結構區而言,低溫可能只是表面缺陷;但如果發生在氣密相關區域,就可能在后續機加工或檢測中變成泄漏點。因此,團隊在對應位置設計3D打印鑲件油路,通過局部升溫將該區域溫度提升至約623℃,讓金屬液在關鍵位置具備更好的充填狀態。
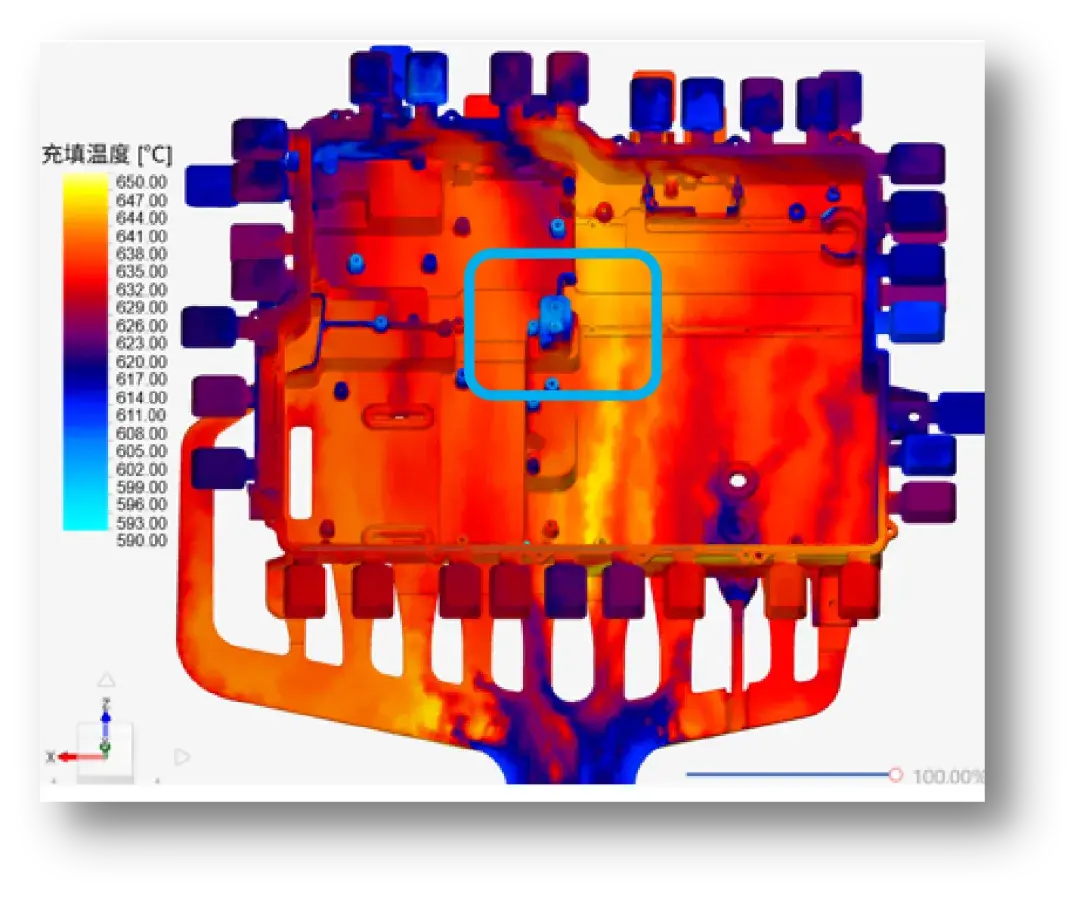
改善前充填溫度仿真結果
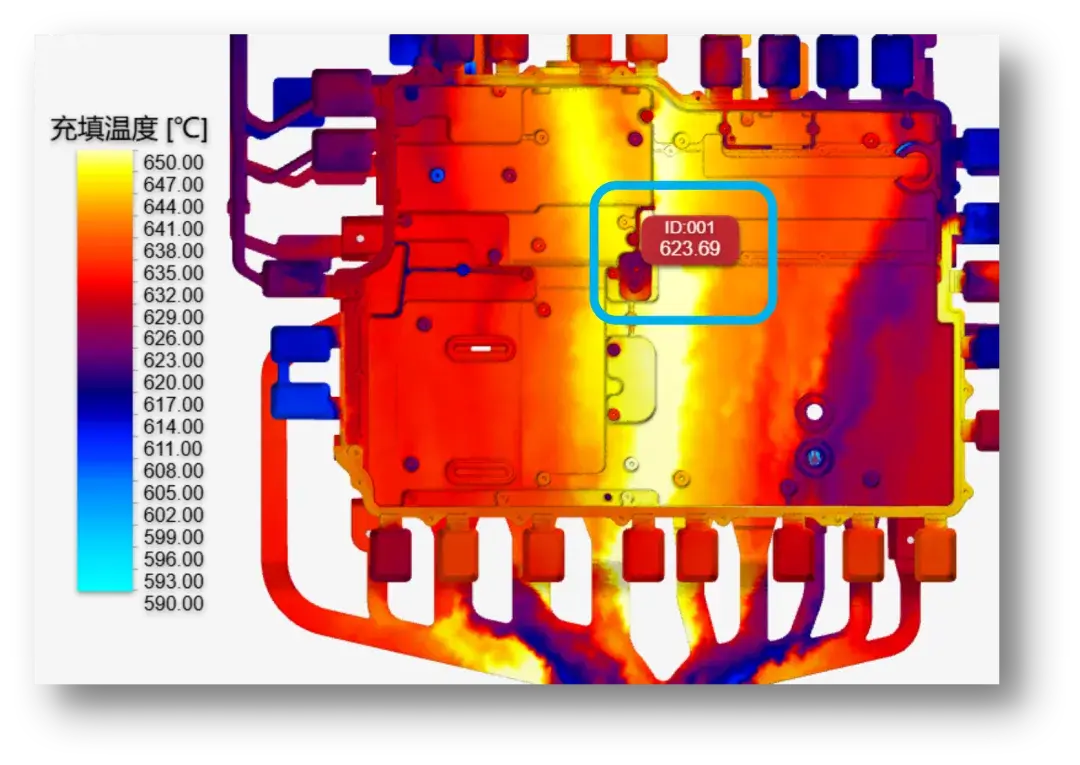
改善后充填溫度仿真結果
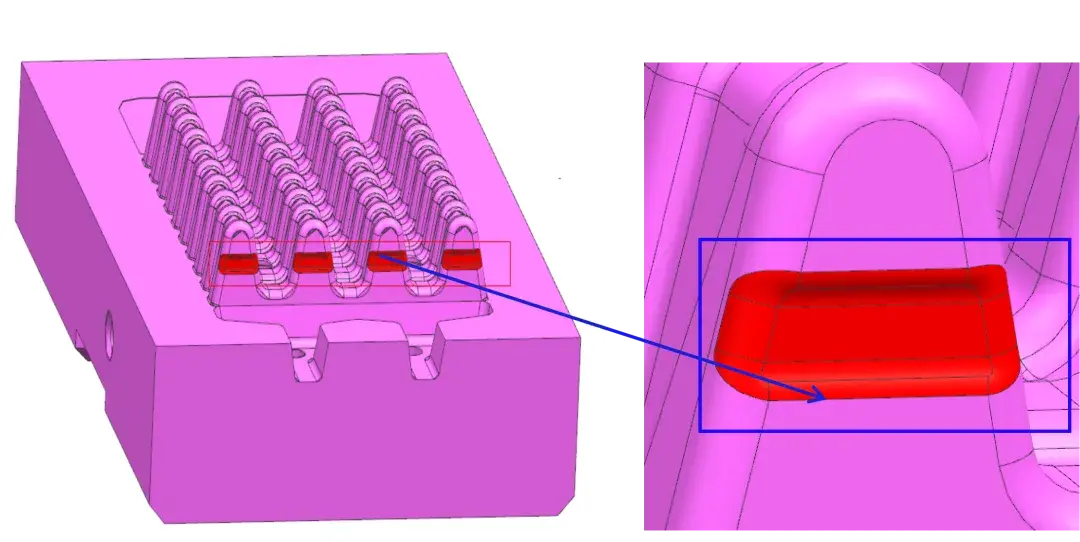
與此同時,靠近進料端的水道位置則呈現出溫度偏高、縮孔明顯的問題,且這一位置與摩擦焊和水道氣密直接相關。對于這類區域,單純依靠常規直通水路,很難貼近真正的熱節位置。因此,凌云隊采用3D打印隨形水路,把冷卻通道布置到更接近風險區域的位置,提高局部冷卻速率,盡量減少水道附近的縮孔縮松風險。
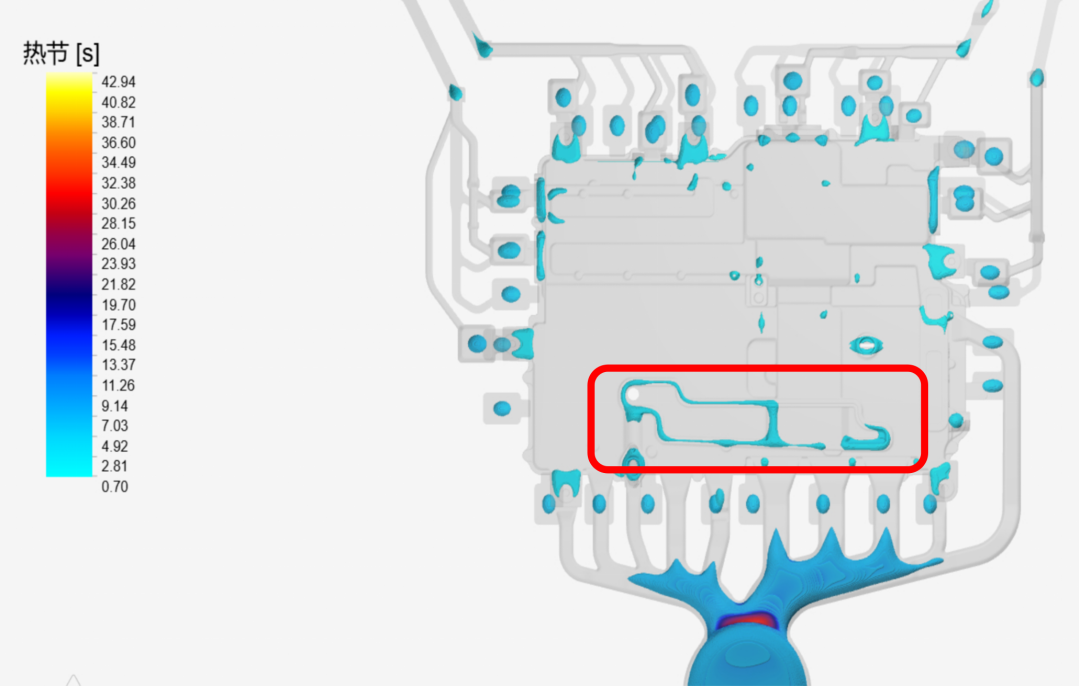
智鑄超云熱節仿真結果
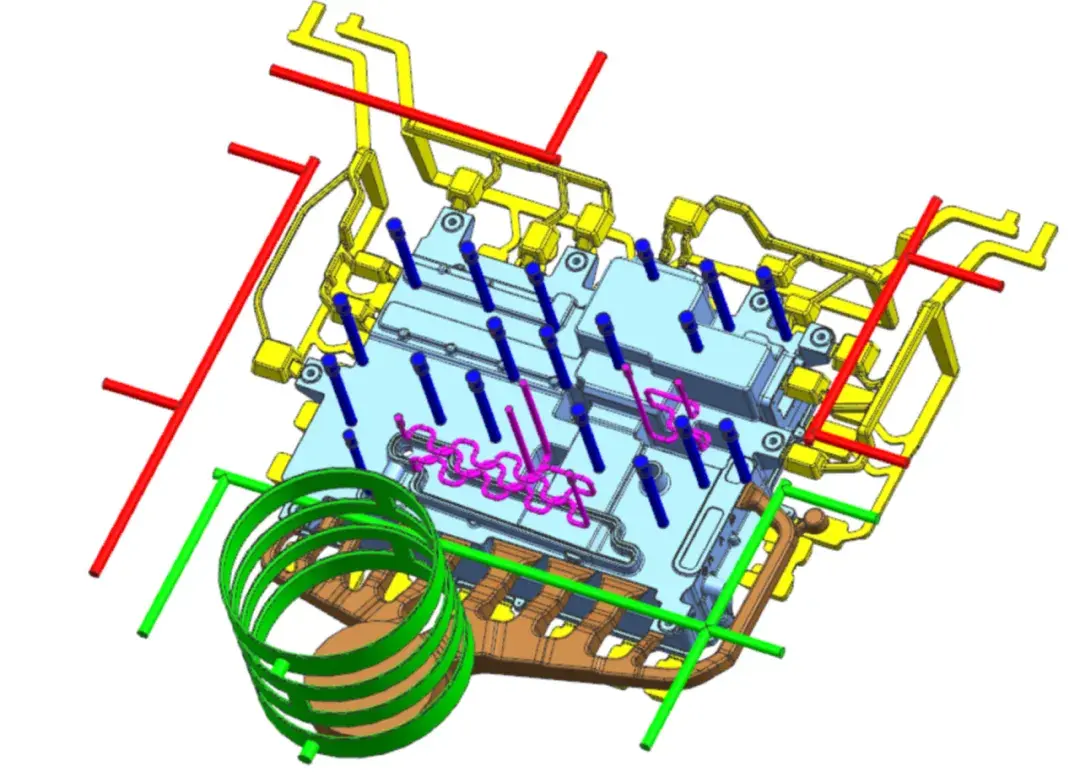
3D打印隨形水路
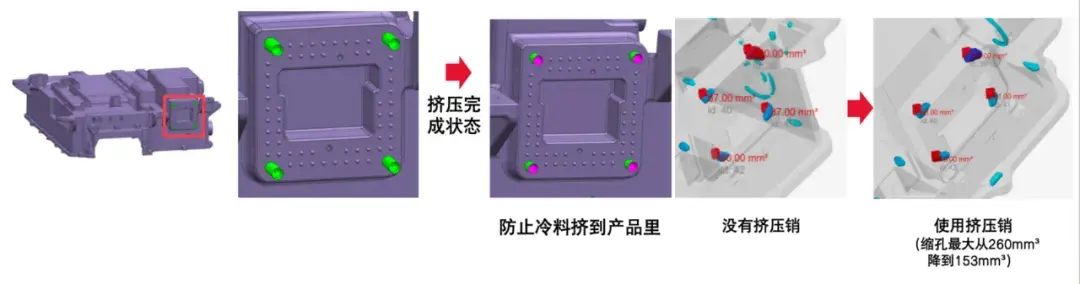
團隊進一步指出,產品端子接口處壁厚較厚,模流分析顯示存在熱節,螺牙孔有縮孔風險,最終可能導致產品漏氣。由于該位置距離進澆口較遠,單純設計運水無法滿足補縮需求,因此團隊在該處設計了擠壓系統。再次進行熱節分析,縮孔體積從191mm3降低至154mm3,改善效果顯著。
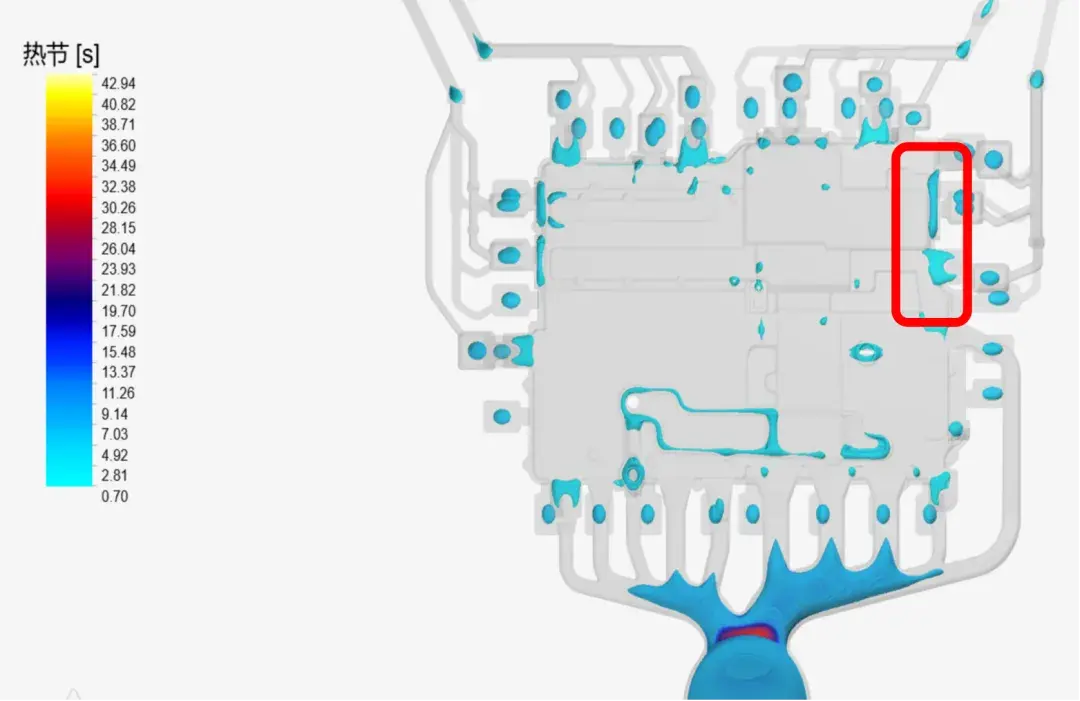
智鑄超云熱節仿真結果
模具擠壓系統
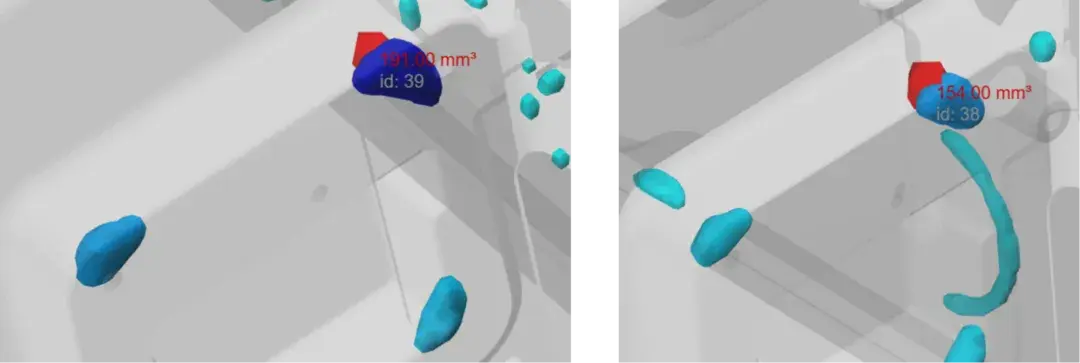
無擠壓銷(左)與有擠壓銷(右)縮孔仿真結果
03設計亮點
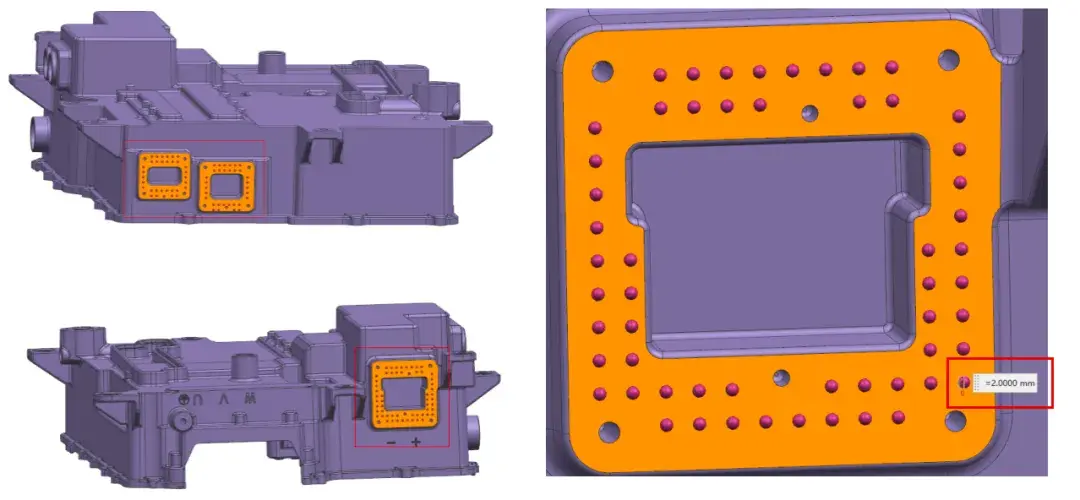
? 亮點一:端子接口增加藏氣包,從安裝面引開氣孔風險。端子接口安裝面是側漏風險較高的位置。團隊在該區域均勻增加直徑φ2的藏氣包,用于降低安裝面氣孔風險,提高側漏合格率。這個設計的價值在于,它不是事后處理氣孔,而是在產品結構上給氣體預留更可控的聚集空間。
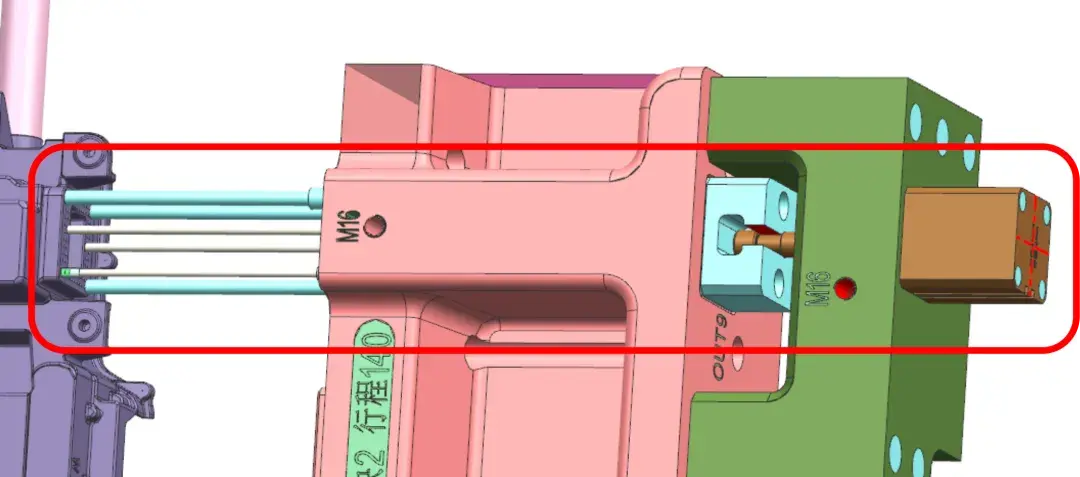
? 亮點二:M型排氣塊增加小倒扣,讓排氣穩定服務于連續生產。M型真空排氣塊具有排氣量大的優點,但定模和動模的包緊力相當,日常生產中排氣道容易扣定模。因此,團隊在動模M型排氣塊上增加小倒扣,深度0.4mm,采用強脫使排氣道不扣定模,以保證壓鑄生產連續穩定性。
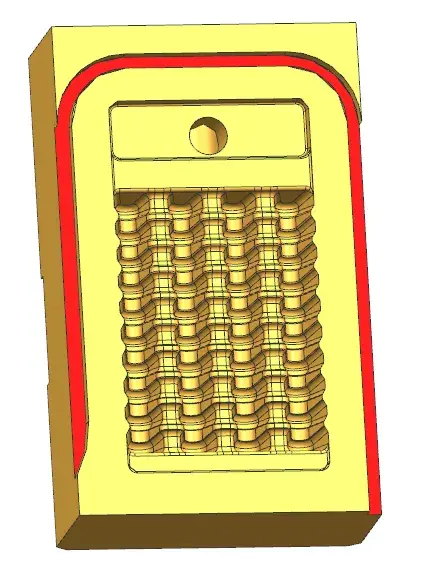
動模、定模M型真空排氣塊
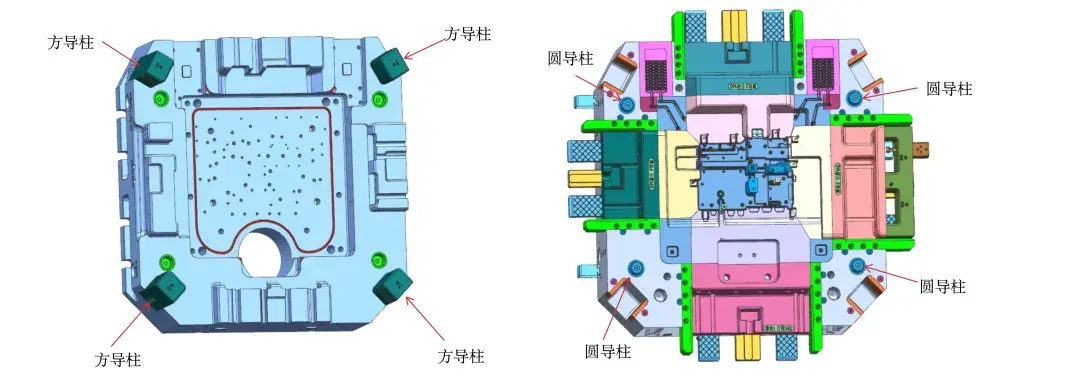
? 亮點三:方導柱與圓導柱組合,減少大模具合模錯位。模具尺寸較大,僅依靠圓導柱定位容易磨損。團隊采用方導柱和圓導柱組合:方導柱負責粗定位,圓導柱負責精定位,減少壓鑄生產合模時前后模錯位風險,提高產品尺寸精度。
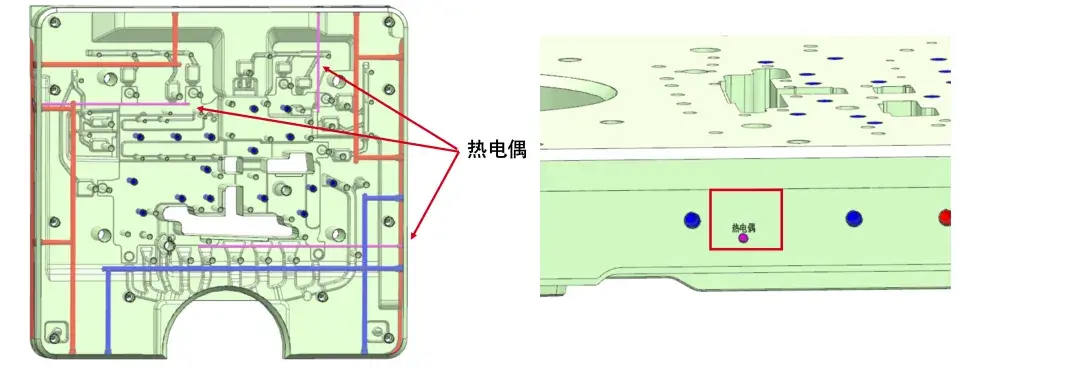
? 亮點四:關鍵區域布置熱電偶,精準監控模具溫度。對氣密件來說,模溫偏差可能直接引發冷隔、縮孔和泄漏風險,因此熱電偶是把仿真方案落到量產現場的重要工具。團隊在關鍵區域增加熱電偶,用于精準實時監控模具溫度,便于現場調節油路和水路開度,使實際生產溫度更貼近模流分析設定,有利于提高產品合格率。
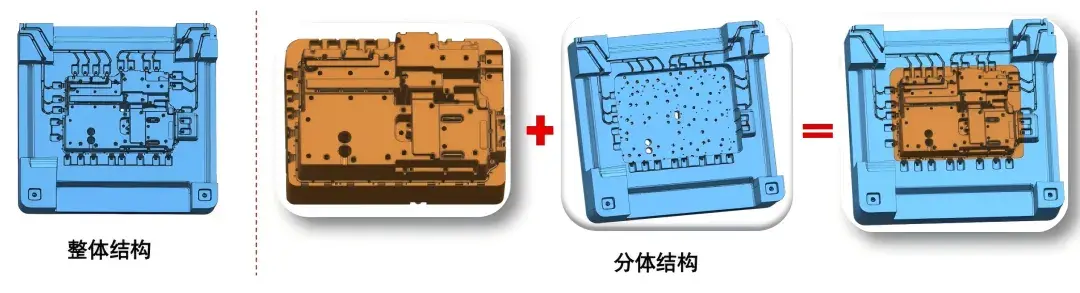
? 亮點五:動模芯分體鑲拼結構,顯著控制成本。動模芯采用分體結構后,外框與關鍵鑲件可以選用不同材料。資料測算顯示,相比整體DIEVAR方案,分體結構材料費直接節省約6.15萬元。
04技術探討
在賽后的作品交流中,適創科技工程師與凌云隊選手代表圍繞這套作品的關鍵技術點做了進一步探討說明,以下記錄了技術探討過程中的部分亮點內容。
適創工程師:為什么在產品優化時增加了過橋和筋位?
凌云隊:在入料側增加過橋,主要是為了方便鋁液流動,后續通過加工去除。它能夠改善局部充填路徑,幫助金屬液更穩定地進入關鍵區域,減少因流動中斷、局部滯流帶來的卷氣和成型風險。同理,針對不好填充的柱子增加筋位,也是為了給鋁液建立更順暢的導流路徑。筋位把原本相對孤立的柱子與主體結構連接起來,使金屬液更容易進入深腔區域,同時幫助氣體向排氣方向排出,降低局部困氣和氣孔風險。
由于筋位本身也可能帶來新的熱節,因此團隊將其控制為3mm壁厚,并配合2°拔模和圓角過渡,使其既服務充填,又不增加新的成型隱患。
過橋(左)與筋位(右)
適創工程師:團隊在抽真空工藝設計上有哪些考量?
凌云隊:采用抽真空排氣設計,并不是單純為了“多排一點氣”,而是為了在高速充填前建立足夠的排氣能力。對于高致密性要求的電控箱體,型腔內氣體必須在極短時間內被快速帶走,否則殘留氣體會在水道、端子接口、螺紋孔等功能區域形成氣孔風險。團隊通過真空壓鑄、模具密封、M型排氣塊及3D打印排氣工件等設計,提高排氣效率,使型腔在充填過程中保持較低氣體含量,從而為后續氣密檢測提供更穩定的內部質量基礎。
適創工程師:在進行熱平衡分析時,團隊為何設置15次循環作為對比模具溫度變化的邊界?
凌云隊:團隊選擇第15次循環作為熱平衡分析的觀察節點,并不是因為“15次”是固定標準,而是為了盡量避開冷模啟動階段的溫度波動,觀察模具在連續生產節拍下是否逐漸進入穩定熱狀態。相比前幾次循環,第15次循環更接近量產時的模具工作溫度,再繼續計算帶來的判斷增量不大,反而增加時間成本。因此選擇15次循環對比有冷卻與無冷卻狀態,更能反映水冷、油溫和高壓點冷對模具熱平衡的真實改善效果。
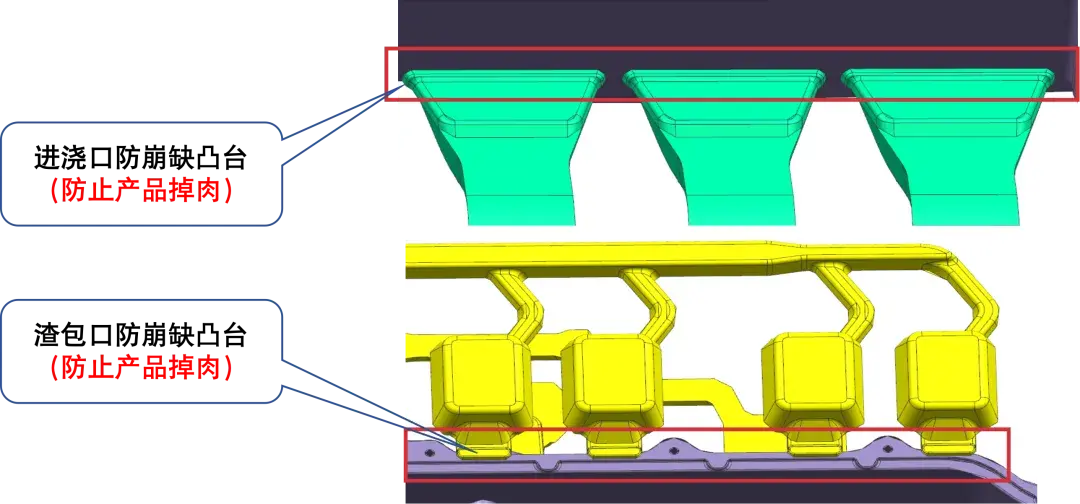
適創工程師:為什么在進澆口與渣包口設計防崩缺凸臺?
凌云隊:進澆口與渣包口的防崩缺凸臺,本質上是在產品本體之外預留一段“保護區”。壓鑄件在切除進澆口、渣包口、隔皮和分型線時,連接位置會承受剪切、拉扯或局部沖擊。如果澆口或渣包口直接貼著產品本體,切邊模或三維激光切割時,邊緣很容易被撕裂、崩缺,尤其是當產品邊緣較薄、局部有加工面或密封面要求時,掉一點肉就可能影響表面質量甚至后續裝配。因此,團隊在進澆口與渣包口設計防崩缺凸臺,可有效避免去除澆道時傷及產品有效表面,降低崩邊和表面缺損風險。
適創工程師:應用局部擠壓技術時,擠壓時間如何判斷?
凌云隊:在局部擠壓時間的判斷上,我們主要依靠模流結果,先從模流判斷端子接口厚壁區的凝固節奏,找到擠壓系統發揮補縮作用的有效窗口。隨后,再結合試模后的X光、機加工暴露、測漏結果和現場壓鑄曲線,對擠壓啟動時間進行微調。
凌云隊表示,大噸位新能源殼體類產品對氣密性、縮孔縮松、溫度控制和卷氣風險都有更高要求,不能只依靠經驗判斷,而要通過模具設計、模流分析和現場工藝三者結合,反復驗證方案、優化澆排與溫控系統,才能在復雜結構中找到更優解,提升產品質量和模具穩定性。





















工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP




