為什么你的單工序仿真沒問題,生產中卻常常翻車?
在塑性成形領域,工程師們常常會遇到這樣令人頭痛現象:
明明每一道工序的仿真都通過了驗證,但組合起來的實際生產線,卻總是出現意料之外的缺陷——變形超差、組織不合格、裂紋頻發。核心問題到底出在哪?
答案或許就藏在一個被長期忽略的事實:你的仿真,一直是在“真空”中進行的。
一、單工序仿真的“隱形假設”
傳統仿真工具通常只對單一工序建模:鍛造軟件算鍛造,熱處理軟件算熱處理,彼此獨立,數據不通。這種方式的背后的隱含假設是:進入該工序前零件溫度均勻、殘余應力為零。
然而,現實往往并非如此。
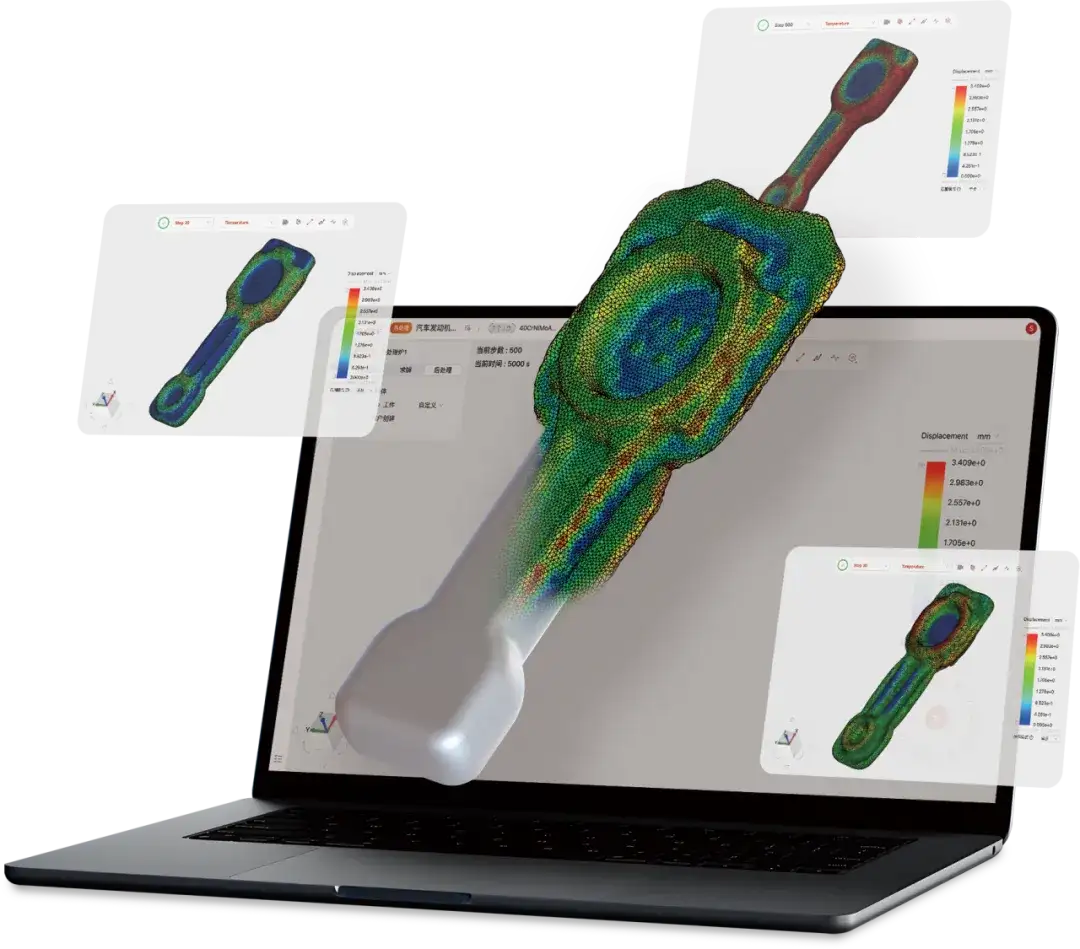
例如之前分享的連桿案例:在模鍛過程中,由于連桿的大頭、桿身、小頭截面差異巨大,不同部位的溫降速度截然不同,變形集中的區域殘余應力也更高。這些鍛后的真實狀態(不均勻的溫度場、分布復雜的殘余應力、差異化的晶粒組織),會原封不動地傳遞到后續的熱處理工序,直接影響奧氏體化進度和水淬時的相變行為。
單工序仿真無法看到這種“工藝遺傳效應”。而缺陷,恰恰就是在真實生產中的工序之間傳遞、疊加、放大的。
鏈式仿真,正是為解決這一痛點而生。
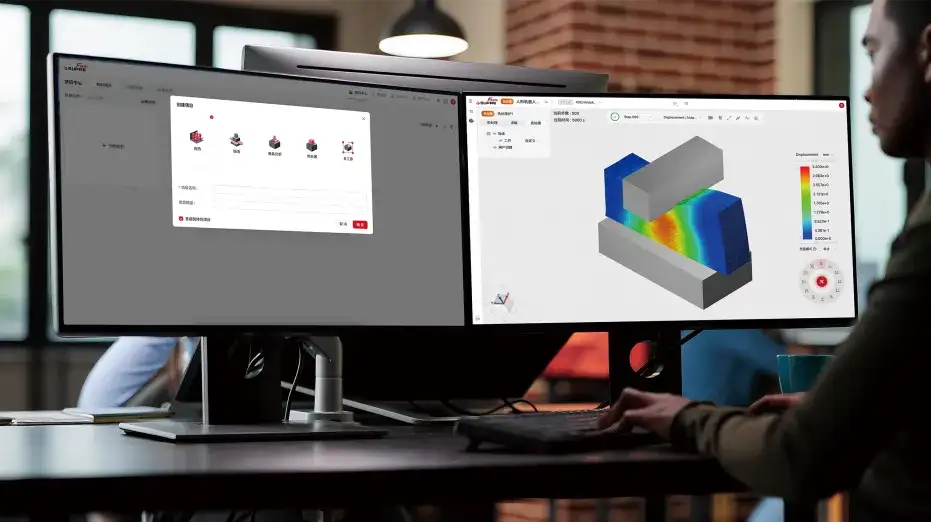
SupreForm 鏈式仿真界面
二、什么是鏈式仿真?
鏈式仿真,就是將制造過程中多個連續的工序串聯為一個整體仿真鏈條,將前工序的計算結果(溫度場、應力應變場、組織場等)自動作為初始條件傳遞給后工序,實現全工藝過程的數據貫通與連續模擬。
還是以連桿案例來說明。一條典型的鏈式仿真鏈條覆蓋“模鍛→轉運→再加熱→水淬”四個環節:
模鍛仿真計算出鍛后的溫度分布和殘余應力不會被丟棄,而是自動繼承給熱處理仿真,作為其初始狀態。這樣一來,鍛后溫度高的區域會在后續再加熱中更快奧氏體化;殘余應力大的區域在水淬時會疊加更劇烈的應力集中。
通過鏈式分析這些跨工序的連鎖反應,最終幫助工程師定位質量波動的真正根源。
連桿案例中,問題根因被鎖定為:模鍛后溫度場不均 + 鍛后組織繼承效應 + 再加熱均熱不足 + 水淬換熱差異,四者疊加。相對應地,優化方案也不是“調熱處理參數”等單點操作,而需要“鍛后節拍控制 + 再加熱均熱 + 水淬一致性”三管齊下。

一句話總結:單工序仿真是在“理想真空”里分析一道工序;鏈式仿真則是在真實工藝流里分析整個制造過程。
三、鏈式仿真如何落地?
看到這里,你可能會問:鏈式仿真是不是很復雜?數據怎么在工序間“流動”?網格變了怎么辦?
這些問題,在云原生塑性成形及熱處理鏈式仿真平臺SupreForm中已經有了成熟的工程化答案。
操作上,三步搭建一條工藝鏈
第一步:新建多工序項目
打開網頁:
https://verx.supreium.com/supreForm
登錄后在SupreForm中點擊“新建項目”,選擇“多工序”模塊。這是專門為鏈式仿真設計的入口,允許用戶自由組合傳熱、鍛造、熱處理、模具應力分析等基礎工序模塊。

SupreForm 創建項目界面
第二步:搭建工藝鏈
進入作業創建界面,點擊"下一步"進入工序選擇對話框——這是鏈式仿真的核心配置區:
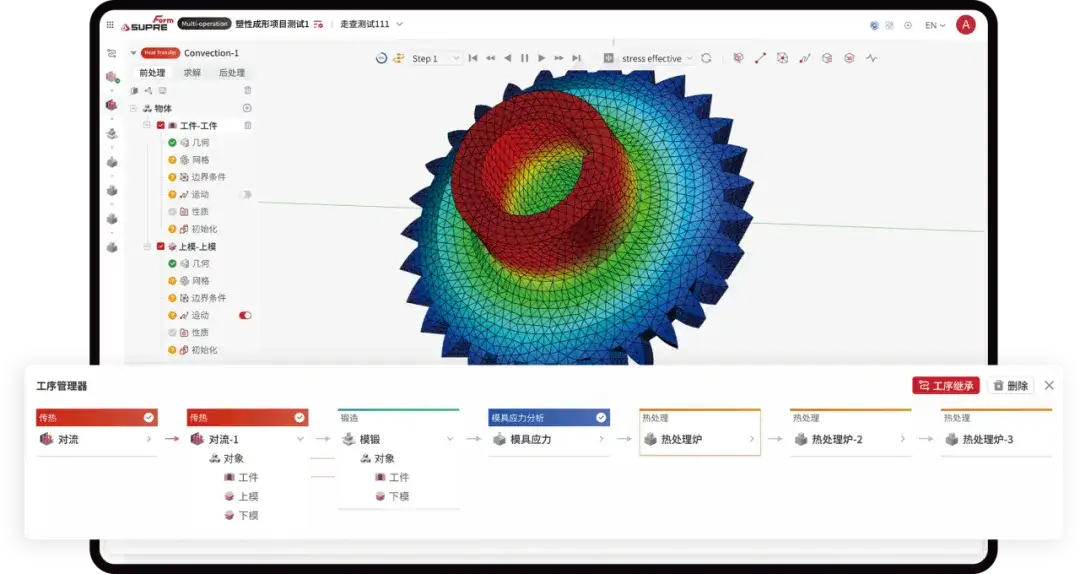
左側是工序選擇樹(成形、熱處理、傳熱等),底部是工序管理器。點擊“+”按順序添加工序卡片,支持拖拽排序、選中刪除,最多可串聯10道工序。每張卡片的箭頭顏色會實時反映求解狀態(深色已完成,淺灰未完成)。
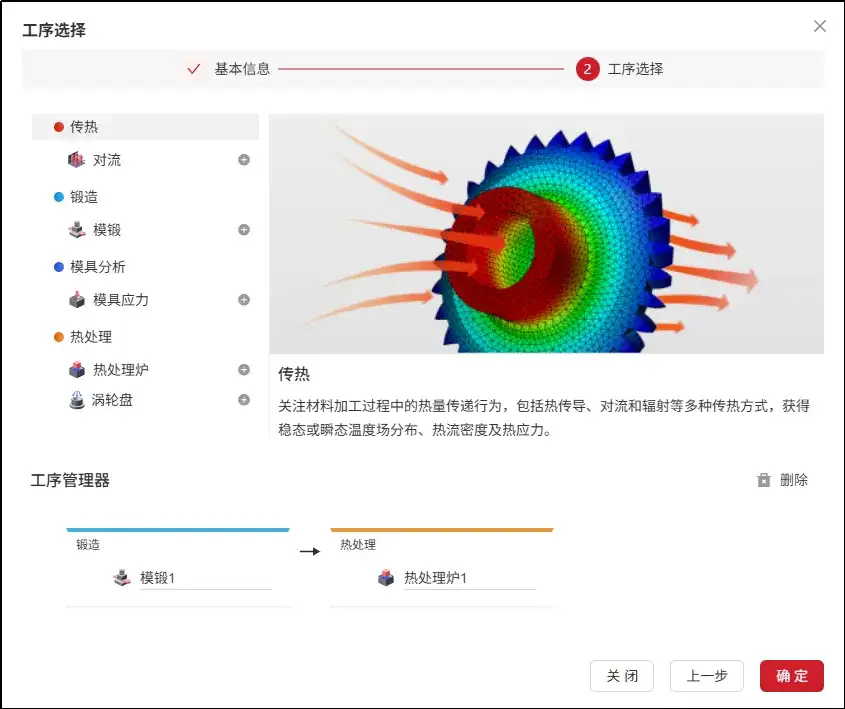
SupreForm 工序選擇界面
第三步:建立工序繼承
工序排好后,數據并不會自動傳遞——需要手動建立“工序繼承”。在左側工序展示區選中兩個連續的工序,點擊“工序繼承”按鈕,在彈出的對話框中完成三項設置:
①物體對應:前置工序的每個工件,通過下拉框與后置工序的物體建立一對一繼承關系;
②時間步選擇:可選擇前置工序已完成計算的任意時間步(默認最后一步),支持從中間狀態“續算”;
③校驗機制:前置工序未完成時會提示“請完成前置工序的求解”,重復繼承時自動報錯。
繼承關系建立后,前置工序求解結束、數據就緒,系統會自動讀取上游場數據寫入下游工序,啟動后續計算。整個過程無需用戶手動搬運任何文件。

SupreForm 繼承關系設置界面
技術上,三道機制保證數據“無損貫通”
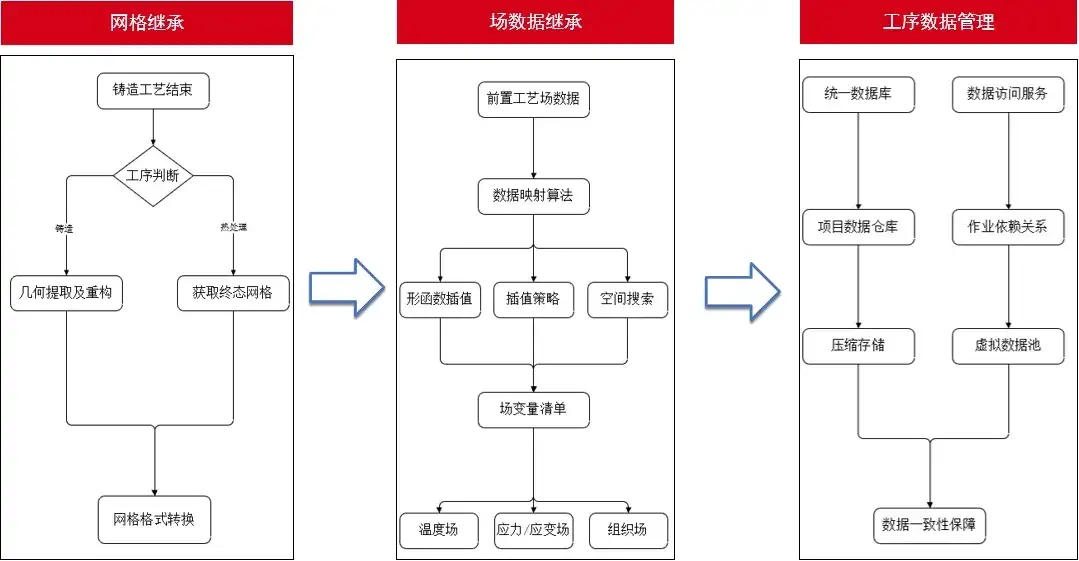
鏈式仿真的技術核心是"數據貫通",即網格、物理場、工序數據三道信息的跨工序傳遞。
SupreForm 通過以下三道機制實現:
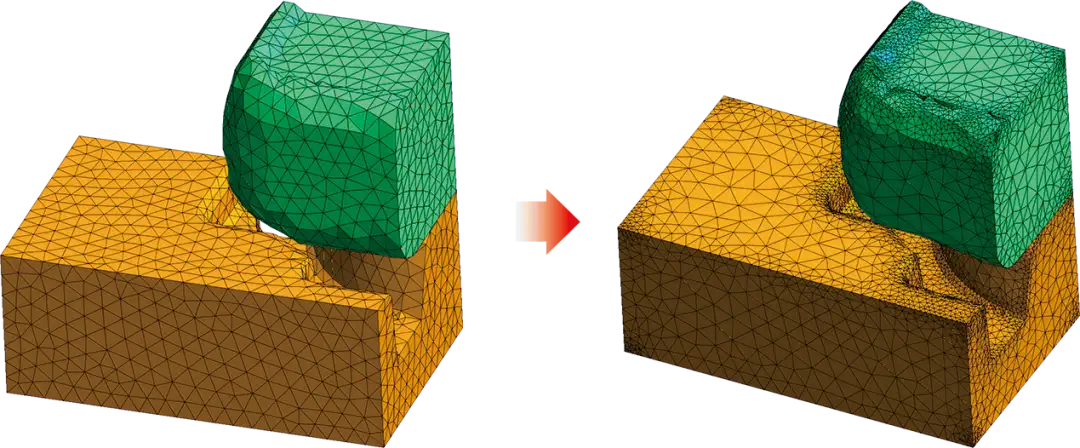
① 網格繼承與自適應重劃分
前工序的終態網格和幾何數據直接傳遞給后工序,作為其初始幾何。如果鍛造大變形導致網格畸變過大,平臺內置的自適應重網格化模塊會自動觸發,在保持外形精度的前提下生成高質量新網格。所有網格格式通過內部標準化中間格式統一轉換,幾何精度和拓撲關系不會丟失。
② 基于形函數插值的場數據映射
當新舊網格節點分布不同時,需要通過數學映射傳遞物理場。SupreForm采用基于形狀函數的插值法:對于新網格的每個目標節點,在前置網格中定位其所在單元,利用該單元的形函數插值得到節點物理量。為加速百萬級節點的空間搜索,系統內置了BVH樹、八叉樹等高效空間搜索結構。
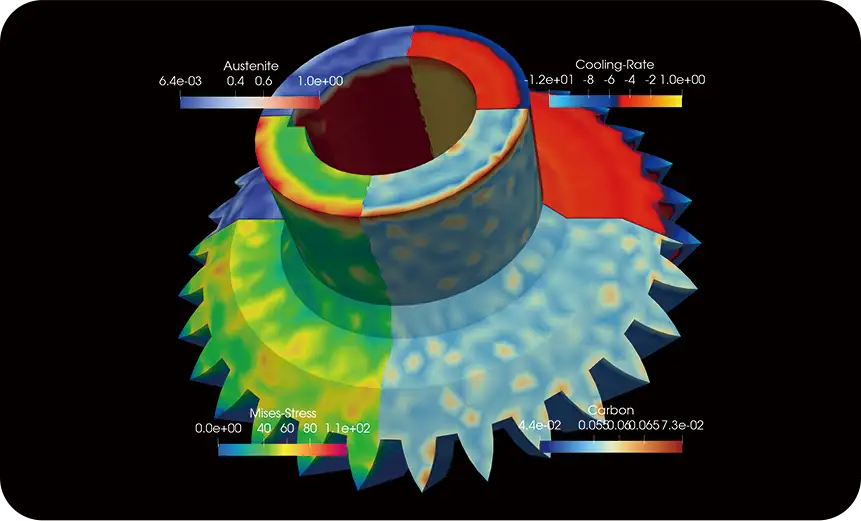
可傳遞的場變量包括:溫度場(熱分析初始條件)、應力/應變場(力學初始狀態)、組織場(晶粒尺寸、相體積分數等,作為后續相變模擬的起點)。因幾何截取產生的新表面,其場變量會根據工藝知識合理初始化。
③ 統一數據庫管理
每個仿真項目擁有獨立的數據目錄,按“項目→作業→工序”分層存儲。大型場數據采用自主壓縮格式進行無損壓縮。系統自動記錄工序依賴關系,前置工序完成且數據就緒后,自動觸發后置工序計算。
四、鏈式仿真的工程價值
鏈式仿真帶來的不僅是技術能力的提升,更是工藝設計范式的轉變:
- 追蹤工藝遺傳效應:量化缺陷如何在一道道工序中被傳遞和放大,定位真正的“病灶”,而不是在末道工序上疲于救火。從單點優化到全局協同:鍛造工程師和熱處理工程師基于同一條鏈條數據協作,避免“鍛造為了好成形調了一個參數,結果熱處理應力爆了”這種優化方向互相抵消的情況。大幅降低試錯成本:在計算機上先跑通全工藝鏈,提前預測零件的最終性能和缺陷風險,減少物理試錯的次數和周期。
真實生產中,鍛造不是結束,熱處理也不是開始。要真正跨越高端制造的三道門檻——仿真跑不通、變形控不住、組織看不透——必須構建一個全局仿真體系,把產品的整個工藝鏈條串聯起來。

目前,SupreForm已支持“鍛造→熱處理”“鑄造→鍛造→熱處理”等多種工藝鏈組合,在航空發動機、新能源汽車、人形機器人等高端制造領域批量應用。
讀到這里,不妨馬上打開SupreForm,親自上手創建一個“多工序”項目,在工序管理器里把模鍛和熱處理串起來——看看鏈式仿真能否幫你發現單工序仿真看不到的問題。





















工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP




