



應(yīng)用 CAE 模流分析技術(shù)在閥式熱澆道系統(tǒng)之模具設(shè)計(jì) 
透過CAE 分析可以評(píng)估單模穴或多模穴配置、澆口型式與位置、熱流道斷面尺寸及長度,成型機(jī)臺(tái)頓數(shù)等,透過分析數(shù)據(jù)在模具開發(fā)階段便可以事先預(yù)知縫合線位置與成品翹曲變形的趨勢(shì)與數(shù)值,如此科學(xué)化的工具對(duì)于競(jìng)爭(zhēng)激烈的模具產(chǎn)業(yè)而言是一項(xiàng)不可或缺的利器。圖1: 90% 充填進(jìn)度 ( 定時(shí)控制案例) ; 閥式澆口控制:縫合線和非均勻流動(dòng)的最佳解決方案閥式澆口是熱流道系統(tǒng)中的一個(gè)重要組件。
2245 5
型創(chuàng)科技2023 ??? 3年前
Moldex3D模流分析模型頁簽之建立流道系統(tǒng) 
-澆口型式:Moldex3D支持各種澆口類型:針點(diǎn)澆口、直接進(jìn)澆點(diǎn)、側(cè)邊澆口、扇形澆口、重迭邊緣式澆口、潛式澆口、牛角澆口、含頂針潛式澆口、含頂針牛角澆口、薄膜式澆口。 -選項(xiàng):每種澆口型式都有其特有的自定義選項(xiàng)陳列于選項(xiàng)欄中。可以對(duì)特定澆口型式進(jìn)行額外的設(shè)定。 注:針對(duì)不同的澆口形式,可能會(huì)有不同的選項(xiàng)工作設(shè)定。
2619
Moldex3D 中國 ??? 3年前
注塑成型過程中如何防止塑料熔體破裂? 
一、何謂注塑機(jī)? 注塑機(jī)又名注射成型機(jī)或注射機(jī)。它是將熱塑性塑料或熱固性塑料利用塑料成型模具制成各種形狀的塑料制品的主要成型設(shè)備。注塑機(jī)按照注射裝置和鎖模裝置的排列方式,可分為:立式、臥式和立臥復(fù)合式注塑機(jī)。
3006
Im智能注塑 ??? 4年前
四大考量、五大訣竅 助力提升模具設(shè)計(jì) 
脫模設(shè)計(jì)脫模力應(yīng)該均衡地施加在注塑部件的表面區(qū)域,同時(shí)考慮厚度和質(zhì)量,以防止部件翹曲或斷裂。另外,在澆口周圍的區(qū)域,將需要增加卸料板或額外的頂針式脫模裝置。這些頂針式脫模裝置是在短射的情況下清理澆口所必需的。5、幾何形狀很難平衡?由于澆口附近的區(qū)域?qū)⑻幱趹?yīng)力下,因此最好盡可能將壁厚設(shè)計(jì)得更厚些,或者利用襯墊或其他平坦區(qū)域以提供頂針頂出的推動(dòng)力。
2146
UG模具設(shè)計(jì)材料 ??? 4年前
射出模具數(shù)字化設(shè)計(jì)與智能制造技術(shù)分析 
手表殼體外表面的質(zhì)量是較高的,所以,在樹精外表面并不適合直接進(jìn)行澆口的設(shè)計(jì)。在本模具中,主要所使用的方式為潛伏式澆口進(jìn)料方式,與此同時(shí),應(yīng)將澆口位置設(shè)置于殼體表鏈安裝位置的頂點(diǎn)位置上,此澆注方案具備成型能力好、澆口易去除等優(yōu)點(diǎn)。在流道位置,主要所采用的是半圓截面流道、X形布局,這種布局方式能夠最大程度上彌補(bǔ)部分工藝上的缺陷與不足之處,如流道過長、流動(dòng)阻力過大、注射溫度和壓力降低較大等。
4046 2 1
ACMT協(xié)會(huì) ??? 2年前
滴壺+三通+手柄注塑模具設(shè)計(jì)+3d 
模具設(shè)計(jì)型腔排位為1+1+1,三個(gè)塑件各出1穴。由于塑件材料分別為PVC和PC兩種材料,因此,注塑時(shí)需要分開注塑,采用切換流道裝置實(shí)現(xiàn)分別注塑,模具設(shè)計(jì)圖見圖2.模架為標(biāo)準(zhǔn)模架GAI2525,澆口為側(cè)澆口,其中滴壺的澆口位置在肩部。三通的滑塊中心部位的抽芯采用油缸抽芯,斜度方向的中子采用斜導(dǎo)柱抽芯。采用油缸抽芯可以在合模前提前將中子插到位,然后合模時(shí)再將斜度方向的中子插入。
2127
模具論壇 ??? 4年前
注塑成型的影響因素丨模具溫度 
對(duì)于每一種塑料和塑膠件,存在一個(gè)模具表面溫度的極限,超過這個(gè)極限就可能出現(xiàn)一種或更多不良影響(例如:組件可以溢出毛邊)。模具溫度更高意味著流動(dòng)阻力更小。在許多注塑機(jī)上,這自然就意味著更快流過澆、澆口和型腔,因?yàn)樗玫?em>注塑流動(dòng)控制閥并不糾正這個(gè)改變,填充更快會(huì)在澆道和型腔內(nèi)引起更高的有效壓力。可能造成溢料毛邊。
3158
模具論壇 ??? 4年前
定位齒條注塑模具設(shè)計(jì)要點(diǎn)+3d 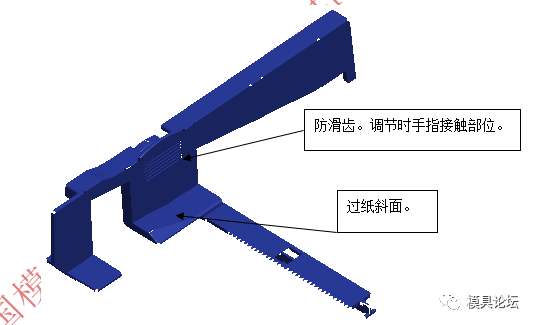
模具前后模仁的冷卻運(yùn)水全部采用了直通運(yùn)水,有效保證注塑的正常進(jìn)行。圖1 定位齒條產(chǎn)品圖 圖2 定位齒條模具圖 圖3 滑塊結(jié)構(gòu)
2754
模具論壇 ??? 3年前
【干貨】雙色模具的設(shè)計(jì)及注塑成型
28、99%的情況是先注塑產(chǎn)品的硬膠局部,再注塑產(chǎn)品的軟膠局部。由于軟膠易變形。29、留意在第二次注塑時(shí),塑膠的活動(dòng)能否會(huì)沖動(dòng)第一次曾經(jīng)成型好的產(chǎn)品,使其膠位變形?假設(shè)有這個(gè)可能,一定要想方法改善。30、雙色模具一定要謹(jǐn)慎選擇澆口位置。一次產(chǎn)品最好選擇潛伏式進(jìn)膠,這樣產(chǎn)品和流道可以自動(dòng)切斷。當(dāng)無法采用潛伏式進(jìn)膠時(shí),可以考慮三板模或者熱流道模具。
3594
張偉一 ??? 3年前
清潔機(jī)器人底殼注射模具設(shè)計(jì)+3d 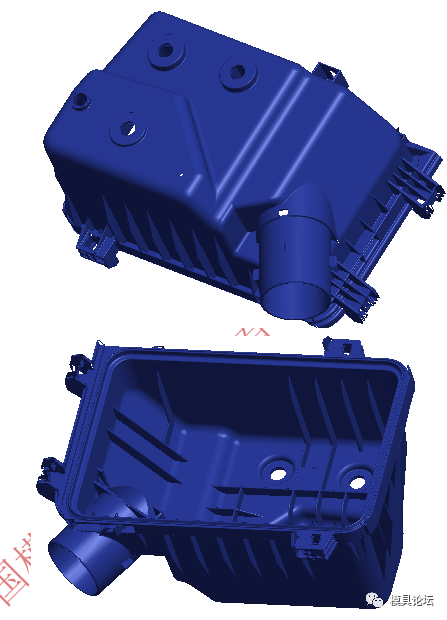
塑件尺寸較大,模具結(jié)構(gòu)復(fù)雜,外形有多處滑塊抽芯,模具設(shè)計(jì)型腔排位為1出1.模具設(shè)計(jì)排位圖見圖2所示。模胚為非標(biāo)模胚6075,模胚邊緣設(shè)計(jì)了兩處斜度定位塊。圖2 模具設(shè)計(jì)排位圖圖3 滑塊及其分型面設(shè)計(jì)圖4 氣缸驅(qū)動(dòng)針閥式熱嘴為了提升制品品質(zhì),縮短注塑周期,節(jié)約塑膠原料,采用了針閥式熱流道系統(tǒng),針閥式熱流道系統(tǒng)比開放式熱流道系統(tǒng)有更好的產(chǎn)品品質(zhì)。
2355
模具論壇 ??? 3年前
注塑模調(diào)機(jī)工藝.
(12).選擇適合模具的塑料品種(主要從縮率及機(jī)械強(qiáng)度慮)。(13).重新調(diào)整整個(gè)生產(chǎn)工藝。 制品表面有波紋或銀絲可能出現(xiàn)問題的原因 1)塑料含有水分和揮發(fā)物;2)料溫太高或太低;3)注射壓力太小;4)流道和澆口的尺寸太大;5)嵌件未預(yù)熱回溫度太低;6)制品內(nèi)應(yīng)力太大。 澆口被粘著、注塑件缺陷的特征 注口被注口套牽住。
2304 1
模具論壇 ??? 4年前
從此告別單一注塑,多模腔技術(shù)引領(lǐng)未來! 
圖1: 對(duì)稱式的一模8 腔流道設(shè)計(jì)以產(chǎn)品形狀相同為例,傳統(tǒng)處理多模腔模具的熔體流動(dòng)不平衡問題,大多以幾何對(duì)稱的流道系統(tǒng)作設(shè)計(jì)( 如圖1所示),對(duì)稱式的流道設(shè)計(jì)可使8 腔的熔體流動(dòng)充填與內(nèi)壓較一致。
2852 3 1
ACMT協(xié)會(huì) ??? 2年前
UG NX畫模具結(jié)構(gòu)設(shè)計(jì)要點(diǎn)大全,值得收藏! 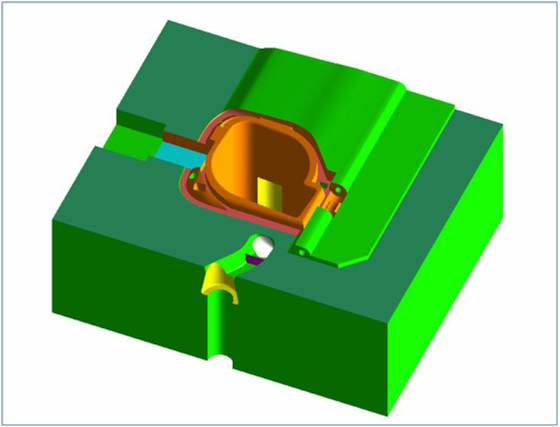
90.象Olympus 的cg5375f1 背蓋,PC 料、一模一件,一個(gè)點(diǎn)澆口的模具,使用住友75 噸成型機(jī)注塑時(shí)注塑壓力達(dá)200MPA。 91.流道比較大的模具,起冷料作用的部位也應(yīng)該相應(yīng)加長,如象0039 的主流道末端第一次試模后加長了14mm。
3881
張偉一 ??? 3年前
塑料窗體填充Moldflow分析及應(yīng)用 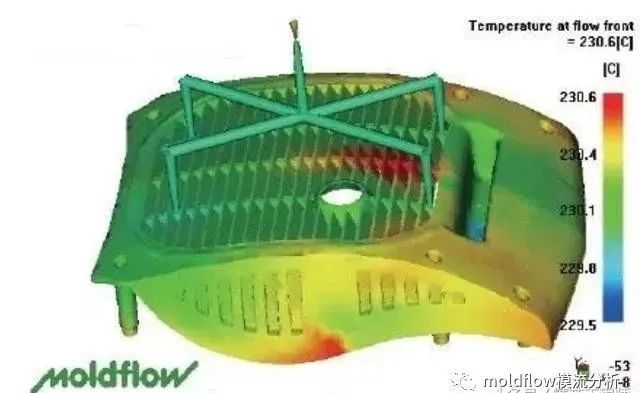
注塑成型的溫度條件主要是指熔體溫度(料溫)和模具溫度(模溫)兩方面的內(nèi)容,其中料溫影響熔體塑化和注射充模過程,而模溫則同時(shí)影響充模和冷卻定型。注塑成型過程需要選擇和控制的壓力包括注射壓力、保壓壓力和塑化壓力。
2715
鑄造工程師 ??? 2年前
模具遇到這些問題,不再束手無策了! 
1.澆口脫料艱難在注塑進(jìn)程中,澆口粘在澆口套內(nèi),不易脫出。開模時(shí),成品呈現(xiàn)裂紋損害。此外,操作者有必要用銅棒頂級(jí)從噴嘴處敲出,使之松動(dòng)后方可脫模,嚴(yán)峻影響出產(chǎn)功率。這種缺點(diǎn)首要要素是澆口錐孔亮光度差,內(nèi)孔圓周方向有刀痕。其次是資料太軟,運(yùn)用一段時(shí)刻后錐孔小端變形或損害,以及噴嘴球面弧度太小,致使澆口料在此處發(fā)生鉚頭。
2179 1
高分 ??? 4年前
解決注塑模具成型難題,型創(chuàng)科技&ACMT技術(shù)平臺(tái)助您一臂之力! 
更多內(nèi)容歡迎進(jìn)入店鋪搜索可滑動(dòng)查閱 四、射出成型 ??射出制程的冷卻時(shí)間加工條件??模具澆口設(shè)計(jì)考量及最大剪切速率??決定多模穴射出件的流動(dòng)平衡性??塑膠射出的表面浮纖現(xiàn)象??射出加工螺桿技術(shù)數(shù)據(jù)??澆口固化時(shí)間??科學(xué)試模對(duì)于射出成型工藝的優(yōu)化??注塑成品精度與成型參數(shù)及模穴公差之關(guān)系
3223
ACMT協(xié)會(huì) ??? 2年前
熱流道應(yīng)用主要技術(shù)關(guān)鍵,你知道嗎? 
如使用熱針式澆口方法注塑成型時(shí)產(chǎn)品澆口質(zhì)量差問題,閥式澆口方法成型時(shí)閥針關(guān)閉困難問題,多型腔模具中的零件填充時(shí)間及質(zhì)量不一致問題等。如果可能應(yīng)盡量選擇具備多區(qū)域分別控溫的熱流道系統(tǒng),以增加使用的靈活性及應(yīng)變能力. 2、塑料流動(dòng)的控制 塑料在熱流道系統(tǒng)中要流動(dòng)平衡。澆口要同時(shí)打開使塑料同步填充各型腔。對(duì)于零件重量相差懸殊的要進(jìn)行澆道尺寸設(shè)計(jì)平衡。
2255 1
高分 ??? 4年前
診療儀端蓋注射模具設(shè)計(jì)+3d 
根據(jù)塑件尺寸和形狀,模具設(shè)計(jì)型腔排位為1出2,型腔及兩個(gè)滑塊的受力也能夠保持平衡。標(biāo)準(zhǔn)模架CH4545,模具設(shè)計(jì)排位圖見圖2所示。澆注系統(tǒng)設(shè)計(jì)為潛伏式澆口,熔融塑料從垂直主流道進(jìn)入分型面后經(jīng)過短的分流道直接進(jìn)入潛伏式澆口。對(duì)于PC材料,注塑時(shí)防止注塑缺陷的有效手段是分流道短而粗才能取得較好的制品質(zhì)量。后模滑塊結(jié)構(gòu)圖見圖3所示。塑件內(nèi)部膠位三側(cè)封閉,如果直接一次抽芯,會(huì)使塑件拉變形。
2182
模具論壇 ??? 4年前
摩托羅拉手機(jī)后殼注射模具設(shè)計(jì)+3d 
10)前后模具均需要設(shè)計(jì)冷卻系統(tǒng),以保證注塑過程平穩(wěn)運(yùn)行。11)澆口采用三板模具點(diǎn)澆口,4點(diǎn)進(jìn)膠。注意手機(jī)模具的澆口殘留痕跡要小,澆口斷點(diǎn)不能影響塑件美觀性。12)模仁最小角部半徑有限制。一般電火花加工能得到的最小角部半徑略大于加工放電間隙,通常為0.02mm~0.03mm,若電極有損耗或采用平動(dòng)頭加工,則角部半徑還要增大。
2198
模具論壇 ??? 4年前
注塑制品燒焦的四點(diǎn)注意事項(xiàng) 
澆口的位置最好選擇在熔料先注入過渡腔后再進(jìn)入較大的容腔,不要使流料直接進(jìn)入較大的容腔。
2211
高分 ??? 4年前
20條/頁 
 7
7 跳至頁

技術(shù)鄰APP
工程師必備
工程師必備
- 項(xiàng)目客服
- 培訓(xùn)客服
- 平臺(tái)客服
TOP
