



自主CAE | 基于PERA SIM的外壓薄壁圓筒特征值屈曲分析 
但外壓圓筒壁內的壓縮應力經常是當其數值還遠遠低于材料的屈服極限時,筒體就已經被壓癟或發(fā)生皺褶,在一瞬間失去自身原來的形狀。 圓筒按失穩(wěn)形式可進行如下分類:整體失穩(wěn)和局部失穩(wěn)。其中整體失穩(wěn)根據方向性又分為側向失穩(wěn)和軸向失穩(wěn)。 周向失穩(wěn):圓筒由于均勻經向外壓引起的失穩(wěn)叫周(側)向失穩(wěn)。
2626
安世亞太 ??? 2年前
基于ANSYS Workbench 仿真分析液壓閥塊內部油路極限壁厚 
從計算結果中可以看出,液壓閥塊所受的 VonMises 最大等效應力與最大等效彈性應變出現在最小壁厚間隙為 3 mm 處,最大等效彈性應變達到了0.549 37 mm,相對于 3 mm 的壁厚來講影響比較大,最大等效應力更是達到了 102 MPa。
5180 4 1
小白Johnny ??? 2年前
承壓設備厚板中頻感應加熱局部熱處理試驗研究 
關鍵詞:承壓設備;筒體合攏縫;局部熱處理;中頻感應加熱;均溫性0 前言承壓設備是石化行業(yè)的關鍵設備[1-3],在焊接制造過程中不可避免地產生焊接殘余應力,對應力腐蝕開裂(Stress corrosion cracking, SCC)、蠕變和疲勞失效影響較大。因此,國內外標準均要求采用熱處理的方法來恢復焊接接頭的力學性能及消除焊接殘余應力。大型化是石化裝備的發(fā)展趨勢。
3008 1
FMMM ??? 2年前
算例丨基于ABAQUS的復合材料薄壁圓筒屈曲分析 
將圓筒的一端固支,另一端施加單位 1 的均布軸邊壓載。最后進行網格劃分。考慮到在復合材料層合殼模型中剪切柔度的影響,可采 用厚殼單元 S4R 來模擬它。所得到的模型如圖所示:圖 3-3 模型網格圖3.2.2 計算結果分析在 JOD 模塊中建立屈曲分析模塊進行分析,可得到薄壁圓筒的六階屈曲失 穩(wěn)載荷因子。
5214 11 2
CAEer吳皓 ??? 2年前
自主研發(fā) | 基于PERA SIM的壓桿特征值屈曲分析 
但當結構的抗彎截面尺寸較大時如大柔度桿,壁厚較厚的圓筒,失穩(wěn)時截面的壓應力往往高于材料的彈性極限出現塑性變形,這種失穩(wěn)稱為彈塑性失穩(wěn)。 臨界載荷或臨界壓應力的大小首先與抗彎剛度有關,對于彈性失穩(wěn),彈性模量越大,抗彎剛度越大,抗彈性失穩(wěn)能力越強。 2.2 特征值屈曲分析 特征值屈曲分析預測了理想彈性結構的理論屈曲強度。該方法與教科書中的彈性屈曲分析方法相一致。
2666 11 3
安世亞太 ??? 3年前
帶內螺紋精密零件的熱處理畸變有限元仿真 
建議淬火時用零件的反方向進入淬火液,并適當調整零件進入淬火液的速度,使得厚壁端提前冷卻,降低厚壁和薄壁之間的溫度梯度。螺紋線的波浪畸變是由于外側厚壁上面的6個開槽引起的。由于開槽導致溫度變化不一致,進而產生了較大的溫度梯度。溫度梯度的存在產生熱應力,使零件發(fā)生塑性變形。建議先熱處理,后開槽,減小熱應力,進而消除這部分畸變。
4712 3 2
FMMM ??? 2年前
大壁厚陶瓷光固化3D打印工藝,因泰萊激光實現新突破 
光固化陶瓷3D打印在成型工藝上已經發(fā)展較為成熟,但是在后期脫脂和燒結環(huán)節(jié),生坯XYZ三個方向的厚度都超過7mm時,易產生開裂、變形、脫皮等問題,導致制件失敗,其主要原因:①在光固化過程中存在固化內應力,在脫脂過程存在一個應力釋放過程而導致開裂;②光固化陶瓷材料有機物含量高,并且通過聚合反應形成三維空間網絡結構的大分子,壁厚了就較難脫脂;③對于高致密度的結構陶瓷,由于高的固含量導致顆粒之間較難形成合理的脫脂通道
2218
南極熊3D打印 ??? 3年前
基于自動迭代法的鑄件變形補償技術的開發(fā)與應用 
鑄件在澆注過程中,液態(tài)金屬在凝固和冷卻過程中產生的熱應力對鑄件的變形影響是非常大的。熱應力使冷卻較慢的厚壁處受拉伸,冷卻較快的薄壁處或表面受壓縮,鑄件的壁厚差別越大,合金的線收縮率或彈性模量越大,熱應力越大。定向凝固時,由于鑄件各部分冷卻速度不一致,產生的熱應力較大,鑄件就容易出現變形。在鑄造過程中,應力通常包含熱應力,機械應力和相變應力。對與鋁合金或鋁鎂合金,前兩種應力占據的比分最大。
2395 5 4
C3PChina ??? 3年前
化工設備吊耳、支座匯總 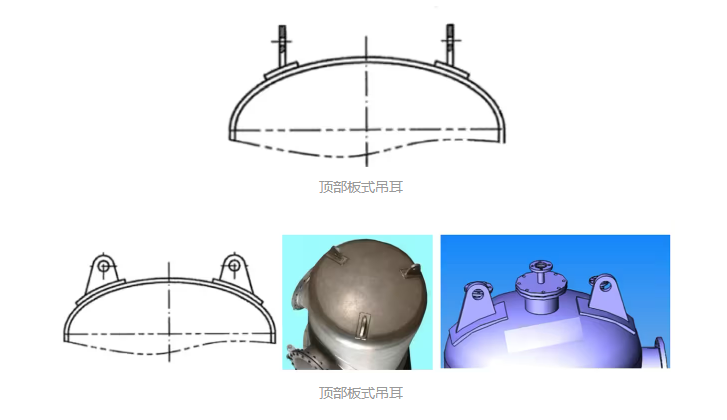
裙式支座有圓筒形和圓錐形兩種結構類型,其中圓筒形裙座較常用,裙座圈為圓筒形的裙座結構類型。圓錐形裙座只用在水泥基礎所承受的壓應力過大時。6-剛性環(huán)式支座剛性環(huán)支座由頂環(huán)、底環(huán)、底板和筋板組成的結構。剛性環(huán)支座在必要時可設置墊板。頂環(huán):剛性環(huán)支座的頂部環(huán)形板,焊接于容器筒體或墊板外壁。底環(huán) :剛性環(huán)支座的底部環(huán)形板,焊接于容器筒體或墊板外壁。
8943 1
機械工程師 ??? 2年前
Abaqus|智能優(yōu)化算法的反演加強筋位置,提升薄壁結構穩(wěn)定性 
圓筒高400mm,圓筒直徑為400mm,薄壁厚1mm,加強筋厚2mm。圓筒在頂端受到大小為500N,方向為-y方向的集中力。圖1 帶有加強筋的圓筒模型通過差分進化優(yōu)化算法獲得的加強筋均勻分布在圓筒的四周,是不是很符合力學認知?3. 代碼詳解這一部分將結合代碼詳細展現如何實現這一過程的技術細節(jié)以及智能優(yōu)化算法的優(yōu)勢。
2489 1
仿真社 ??? 4年前
模壓橡膠制品成型工藝中的問題與對策(一) 成型中的質量問題 
出現焦燒時要縮 短操作中的熱歷史,同時還要等膠料冷卻后再 進行堆放。1.1.6 開模縮裂 所謂開模縮裂是大型厚壁制品及圓筒形 制品的接縫處產生形狀不規(guī)則的凹痕,也有 稱為開模崩裂。如圖 5所示,圓筒形制品其 內表面也有產生傷痕的情況。接觸模具的表 面層膠料和內部膠料的硫化速率有差異。
3207 2
想飛更高 ??? 2年前
【揭秘塑料制品玄機】超高精密設計,肉厚竟然能影響流動? 
圖3:模具產品試模短射圖 產品壁厚區(qū)域:因熱傳較慢,流動溫度較高,流動阻力較低,是塑料流動時會先選擇的路徑。 圖4:模具產品試模短射圖 產品壁薄區(qū)域:與壁厚區(qū)域相反,因熱傳快速,溫度下降快速,流動阻力較大,容易造成短射或滯流現象。
2884
ACMT協會 ??? 2年前
長跨距大直徑薄壁的臥式容器鞍座設計 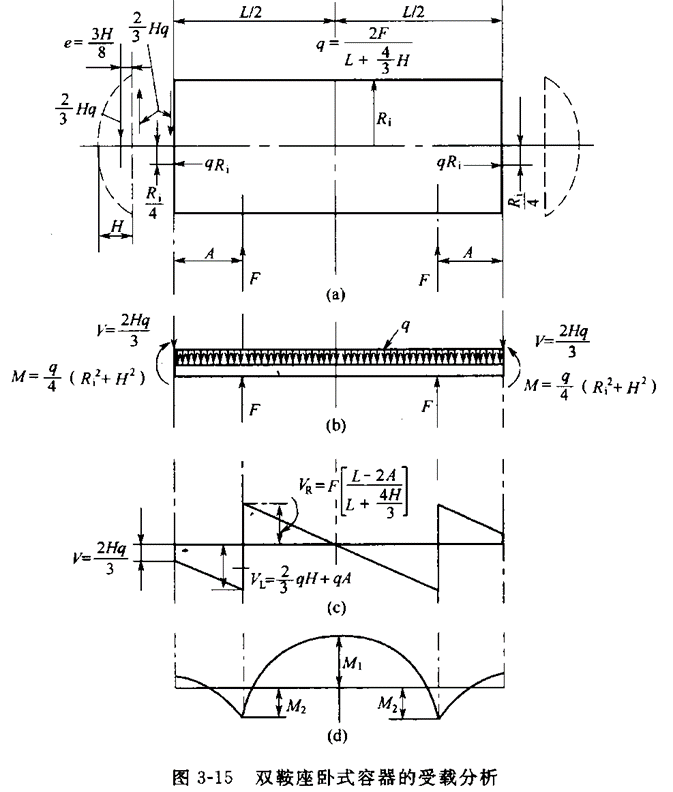
臥式容器的鞍座化工廠的貯槽、換熱器等設備一般都是兩端具有成型封頭的臥式圓筒容器。臥式容器一般由鞍座來承擔它的重量。對于臥式容器,除了考慮按照GB/T150來計算各類強度外,還要考慮鞍座對于容器的影響,所以即使選用標準鞍座(鞍座強度夠)后,還要對容器進行強度和穩(wěn)定性的校核。目前的雙鞍座計算方法均為ZICK法為基礎,將其受力狀態(tài)簡化為受均布載荷的外伸簡支梁。
6693 7 3
機械工程師 ??? 3年前
從5方面分析鑄件產生熱裂的原因及相應解決辦法 
b、在壁厚不均勻的截面交接處,常常產生熱裂,為消防這類缺陷,經用戶同意可以在這些部位設置工藝筋(見圖15)。防裂工藝筋不僅可以提高鑄件熱裂部位的強度,更主要是能起散熱作用,從而減緩“熱點”集中程度,緩解熱裂的產生。工藝筋設置時,要注意不宜太厚,一般為相應部位壁厚的1/3左右,否則也會導致熱裂的產生(見圖16)。
2565
鑄造工程師 ??? 4年前
塑料連接器產品翹曲常見原因分析及改善方案 
5.結構強度的強化措施對于壁厚不均勻的部位,應采用斜角或圓角過渡,并且需要遵循重要的設計原則。首先,絕對不要使用尖銳的內角,因為這會成為應力集中點。內圈半徑至少是壁厚的0.5倍,最佳范圍是0.6-0.75倍。同時,角的壁厚度應盡可能保持均勻,外圈半徑應等于內圈半徑加壁厚,這樣才能確保應力分布的合理性。
2541
國高材高分子材料產業(yè)創(chuàng)新中心 ??? 4月前
樹脂砂工藝生產鑄鋼件,熱裂缺陷最頭疼,從4方面有效解決!
(2)對于薄壁鑄件,宜采用較高的澆注速度。如對某鑄鋼件,重量為125Kg,壁厚為15mm,澆注時間為14秒時不出現熱裂;延長至40秒就觀察到裂紋。 (3)在鑄件易發(fā)生裂紋處設置防裂筋,是防止鑄鋼件熱裂的有效措施。 (4)及時松箱,也有助于減少熱裂,因為可以減少鑄件的收縮應力。
2400
鑄造工程師 ??? 3年前
管道的熱固耦合計算及管道熱應力分析! 
一、案例簡介 如圖1 所示的管道,水平管道長度為150mm,直徑為24mm,豎直管道直徑為16mm,高度為50mm,分別距離左端面45mm 和95mm,整體管道壁厚為2mm。
6167 8 3
寶怡 ??? 2年前
注塑模調機工藝.
側壁凹痕“凹痕”是由于澆口封口后或者缺料注射引起的局部內收縮造成的。注塑制品表面產生的凹陷或者微陷是注塑成型過程中的一個老問題。 凹痕一般是由于塑料制品壁厚增加引起制品收縮率局部增加而產生的,它可能出現在外部尖角附近或者壁厚突變處,如凸起、加強筋或者支座的背后,有時也會出現在一些不常見的部位。產生凹痕的根本原因是材料的熱脹冷縮,因為熱塑性塑料的熱膨脹系數相當高。
2302 1
模具論壇 ??? 4年前
基于壓鑄車門的設計與仿真 
(4) 該壓鑄車門與傳統車門結構大不相同,壁面之間 的連接處要設置成為圓角,一方面可以減少零件的應力集 中的概率,另一方面圓角更加有利于壓鑄成型。 根據壓鑄 理論知識,零件避免與壁面連接處都應設有圓角,圓角的 作用設避免應力集中產生裂紋,并增加模具使用壽命;同 時有利于金屬液流動和壓鑄件成型[4] 。 車門零件中設計 圓角依據根據壁厚h的情況計算所得。
4176 3 1
清風徐來asd ??? 2年前
不銹鋼壓力容器封頭研究
1.4減薄超標缺陷及產生原因分析對于沖壓封頭,封頭底部受到模具壓力和摩擦力,壁厚減薄最小;直邊段上部受到壓邊圈的壓應力大于圓滑過渡區(qū)延伸的拉應力,厚度增加;圓滑過渡區(qū)在拉伸應力和模具壓力共同作用下,壁厚減薄最大。對于旋壓封頭,壓鼓過程中,坯料受到壓鼓頭的不斷捶打,減薄量比沖壓封頭更大,壁厚均勻性較差。只要工藝控制得當,工藝減薄是可控的。
2343 1
化工設備人 ??? 4年前
20條/頁 
 37
37 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
