



30個沖壓模具設(shè)計(jì)與成形工藝經(jīng)驗(yàn),收藏一波 
對于字嘜,要求在沖床上可拆,不需要下模再拆而浪費(fèi)時間。7.設(shè)計(jì)氫氣彈簧時,根據(jù)CAE分析的壓力來設(shè)計(jì),不要設(shè)計(jì)過大的氫氣彈簧,防止產(chǎn)品破裂。通常情況是:壓力小,產(chǎn)品起皺,壓力大,產(chǎn)品破裂。解決產(chǎn)品起皺,可以采用局部增加拉延筋的方法,先用拉延筋固定位片材,再拉伸,來減少起皺。8.
2720
UG編程模具設(shè)計(jì)實(shí)戰(zhàn) ??? 3年前
二次拉延消除發(fā)蓋外板滑移線缺陷 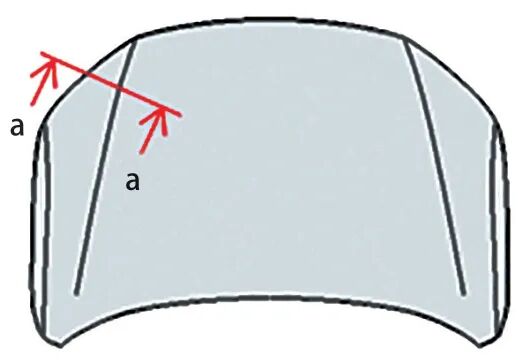
為了保證零件的剛性,拉延工藝補(bǔ)充面需要做到96mm 的深度,全周采用鎖死筋。工藝排布為拉延、全周修邊、全周正側(cè)翻邊,共三工序。圖1 產(chǎn)品簡圖圖2 斷面a-a由于該零件棱線R 角小、夾角小、高度大等因素限制,在前期工藝分析設(shè)計(jì)階段無法消除滑移線。CAE 分析滑移線滑出距離為15.77mm(圖3),最大接觸應(yīng)力為28.1MPa(標(biāo)準(zhǔn)要求是25.1MPa)。
2875 1 2
金屬加工前沿 ??? 3年前
沖壓同步工程(SE)在汽車車身開發(fā)中的應(yīng)用 
確定工藝方案→制作模面b)→確定分模線c)→確定拉延筋線c)→確定板料線c)→CAE分析d)。
4475 4 1
金屬加工前沿 ??? 3年前
30個沖壓模具設(shè)計(jì)與成形工藝經(jīng)驗(yàn),收藏一波 
第一次試模時,一定要慢慢將上模合下,對于有拉伸工序時,一定要用 保險絲試料位厚度,料位間隙達(dá)到材料厚度后再試模,刀口一定要先對好。拉延筋請使用活動鑲件,以便于調(diào)節(jié)拉延筋的高度。
2103
模具設(shè)計(jì)UG編程教學(xué) ??? 4年前
30個沖壓模具設(shè)計(jì)與成形工藝經(jīng)驗(yàn),收藏一波 
第一次試模時,一定要慢慢將上模合下,對于有拉伸工序時,一定要用 保險絲試料位厚度,料位間隙達(dá)到材料厚度后再試模,刀口一定要先對好。拉延筋請使用活動鑲件,以便于調(diào)節(jié)拉延筋的高度。
2248
UG編程模具設(shè)計(jì)實(shí)戰(zhàn) ??? 4年前
談?wù)勀>咧圃斓膬蓚€關(guān)鍵工序:模具研配和調(diào)試方法(下) 
⑹拉延模調(diào)試的常見問題。拉延模調(diào)試常見的問題有起皺、變形、開裂、暗裂、拉傷、滑移、壓傷。外板拉延重在控制變形,內(nèi)板拉延重在控制起皺和拉裂。如果沒有燒焊過壓料面和拉延筋,壓料面研配好、推磨光順,一般都沒有拉傷。壓傷是上下模間隙不足造成的。滑移跟工藝、模具設(shè)計(jì)有關(guān),也可以通過調(diào)整強(qiáng)壓面、模具圓角、材料定位來改善滑移。圖7 為門拉手附近出現(xiàn)滑移。
4194
FMMM ??? 4年前
Autoform在拉延筋快速修磨中的應(yīng)用 附Autoform+材料庫下載 
初步模擬的后圍外板仿真分析模型如圖3所示,模擬完成之后,重新打開設(shè)計(jì)文件即可看到模擬結(jié)果,點(diǎn)擊視圖界面的進(jìn)度條可清楚查看拉延過程中每一瞬時的成形情況。圖2 后圍外板CAD模型 表1 沖壓材料特性 圖3 后圍外板仿真分析模型初步模擬結(jié)果中出現(xiàn)的開裂如圖4所示,實(shí)際生產(chǎn)中出現(xiàn)的開裂如圖5所示。
2318
陀飛輪啊 ??? 4年前
車身覆蓋件修邊模正側(cè)交刀結(jié)構(gòu)研究 
正側(cè)交刀結(jié)構(gòu)優(yōu)化設(shè)計(jì)正側(cè)交刀設(shè)計(jì)標(biāo)準(zhǔn)通常沖壓工藝設(shè)計(jì)對于正側(cè)交刀結(jié)構(gòu)設(shè)計(jì)而言,需要定義必要的參數(shù)。如果定義不完整,模具結(jié)構(gòu)設(shè)計(jì)可以恣意發(fā)揮,產(chǎn)生交刀不良,達(dá)不到量產(chǎn)模具的標(biāo)準(zhǔn)。
2802
FMMM ??? 4年前
汽車沖壓模具的回彈分析及案例 
沖壓件回彈控制方法減少或消除回彈最佳的時機(jī)是在產(chǎn)品設(shè)計(jì)和模具開發(fā)階段。借助分析,準(zhǔn)確預(yù)測回彈量,對產(chǎn)品設(shè)計(jì)和工藝進(jìn)行優(yōu)化,利用產(chǎn)品形狀、工藝和補(bǔ)償來減少回彈。而在模具調(diào)試階段,必須嚴(yán)格按照工藝分析的指導(dǎo)來試模。與普通SE分析比較,回彈的分析和矯正的工作量增加了30%~50%,但卻可以大大縮短模具調(diào)試周期。回彈是與拉延成形過程緊密相關(guān)的。
3160
金屬加工前沿 ??? 3年前
出口模要求那么高,滑塊機(jī)構(gòu)設(shè)計(jì)有哪些要點(diǎn)? 
在我們的塑膠模具行業(yè)里面一般分為兩大類模具,那就是出口模與國內(nèi)模,出口模顧名思義,就是在國內(nèi)按照國外的設(shè)計(jì)要求制造模具,做好試模沒問題之后,出口到對方的國家。出口模與國內(nèi)模相比,要求比較高,所用的設(shè)計(jì)標(biāo)準(zhǔn)不一樣,出口模常用的標(biāo)準(zhǔn)有HASCO、DME、MISUMI、PUNCH等,下面跟大家分享出口模滑塊機(jī)構(gòu)的設(shè)計(jì)要求,希望對大家有所提升。1.
4066 3
張偉一 ??? 2年前
出口模要求那么高,滑塊機(jī)構(gòu)設(shè)計(jì)有哪些要點(diǎn)? 
出口模與國內(nèi)模相比,要求比較高,所用的設(shè)計(jì)標(biāo)準(zhǔn)不一樣,出口模常用的標(biāo)準(zhǔn)有HASCO、DME、MISUMI、PUNCH等,下面跟大家分享出口模滑塊機(jī)構(gòu)的設(shè)計(jì)要求,希望對大家有所提升。1. 滑塊鑲件的設(shè)計(jì)當(dāng)后模滑塊有突出到前模時,必須要做3度角度與前模仁插穿,底部也要設(shè)計(jì)3度角度與后模仁插穿,如圖所示。2.
2321
UG模具設(shè)計(jì)材料 ??? 4年前
把橋梁設(shè)計(jì)還給設(shè)計(jì)師——公路橋梁標(biāo)準(zhǔn)化智能設(shè)計(jì)BIM系統(tǒng) 
半年后,其中心工作方向定位為開展交通基礎(chǔ)設(shè)施 BIM+GIS 技術(shù)及相關(guān)數(shù)字化技術(shù)應(yīng)用研究,這催生了標(biāo)準(zhǔn)化與自動化高度融合的可能。 在國家政策和設(shè)計(jì)單位的迫切需求催生出一個完美的契機(jī)下,陜西院融合標(biāo)準(zhǔn)化、參數(shù)化設(shè)計(jì)理念,研發(fā)《公路橋梁標(biāo)準(zhǔn)化智能設(shè)計(jì)BIM系統(tǒng)》。
2255 2
泡沫oO ??? 3年前
基于CATIA的汽車零部件逆向設(shè)計(jì) 
摘 要:逆向設(shè)計(jì)是汽車設(shè)計(jì)過程中比較常用的方法,通常應(yīng)用于整車及零部件外觀設(shè)計(jì)中,文章首先介紹逆向設(shè)計(jì)在汽車產(chǎn)品開發(fā)過程中的重要性,同時指出逆向設(shè)計(jì)與正向設(shè)計(jì)的不同之處,其次詳細(xì)描述CATIA軟件通過點(diǎn)云預(yù)處理、網(wǎng)格化、模型重構(gòu)等工作流程,完成實(shí)體零部件到三維數(shù)據(jù)的逆向設(shè)計(jì)工作,最后針對三維數(shù)模進(jìn)行工藝可行性分析,發(fā)掘現(xiàn)有產(chǎn)品質(zhì)量問題改進(jìn)點(diǎn),提升產(chǎn)品品質(zhì)。
3394 2 1
CATIA助手 ??? 2年前
側(cè)圍外板尾燈口暗坑優(yōu)化方法研究 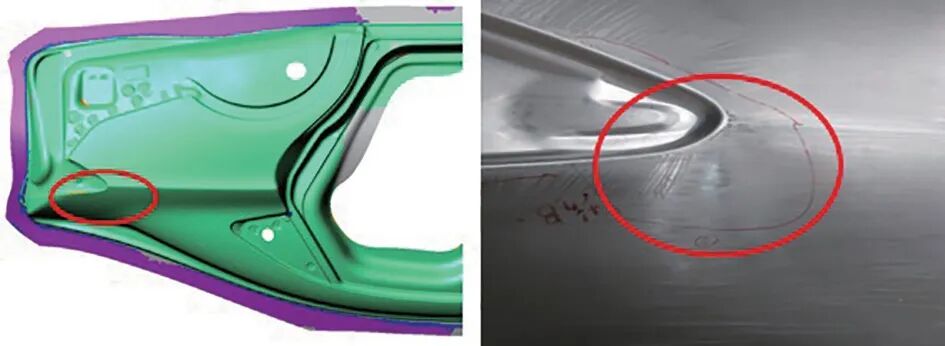
隨著國內(nèi)汽車多曲率的曲線造型設(shè)計(jì)不斷增加,特征角度變化越多,側(cè)圍外板尾燈口暗坑缺陷越嚴(yán)重,致使沖壓件表面質(zhì)量降低,嚴(yán)重影響整車美觀度。本文采用過A 面補(bǔ)償方法,對模具A 面基準(zhǔn)型面進(jìn)行測量對比,確定增量補(bǔ)償值,通過合理的壓料控制、標(biāo)準(zhǔn)的研磨手段,可以有效的優(yōu)化側(cè)圍外板尾燈口暗坑缺陷,消除返修。
2043 1 1
金屬加工前沿 ??? 3年前
如何選定消失模鑄造工藝參數(shù)?探究消失模鑄造大口徑球墨鑄鐵管件生產(chǎn)關(guān)鍵 
同時,消失模鑄造投資少,見效快,應(yīng)用范圍廣泛等特點(diǎn)。消失模鑄造是一種幾乎沒有加工余量,且能精確成型的鑄造工藝。容易實(shí)現(xiàn)清潔、批量化生產(chǎn),特別是球墨鑄鐵管件因規(guī)格品種多、供貨周期短,交貨期急,更適合采用消失模鑄造工藝生產(chǎn),我公司成功地為河北、山東、山西四家鑄管企業(yè)整體設(shè)計(jì),全方位服務(wù)。為生產(chǎn)企業(yè)鑄造出符合國際標(biāo)準(zhǔn)和國家標(biāo)準(zhǔn)的球墨鑄鐵管件。
2724
鑄造工程師 ??? 4年前
塑膠件的結(jié)構(gòu)設(shè)計(jì):拔模斜度篇(上) 
對于注塑廠商來說,他們考慮的重點(diǎn)在成型,希望有更大的拔模斜度;對于模具加工廠商,發(fā)現(xiàn)在所有型腔和型芯表面加工角度是一項(xiàng)艱巨的任務(wù),本來簡單的特征只需要簡單的加工設(shè)備、更低的加工成本,拔模后就得CNC,甚至EDM;對于產(chǎn)品設(shè)計(jì)方,拔模角度可能會使零件設(shè)計(jì)復(fù)雜化,外觀造型也會因拔模斜度而有所改變。然而,不管哪一方,我們必須確保模制零件符合所需的質(zhì)量標(biāo)準(zhǔn),這一點(diǎn)至關(guān)重要。
8521 6 2
結(jié)構(gòu)攻城獅 ??? 3年前
高速沖壓模具吊緊緩沖組件的設(shè)計(jì)原則 
如今,針對普通高速自動沖壓線的模具設(shè)計(jì)原則已經(jīng)無法滿足更高沖次的需求,同時也對模具吊緊緩沖組件提出了更高的要求。項(xiàng)目背景 上汽大眾某車型后門內(nèi)板是一模兩件生產(chǎn),5 序沖壓成形。其中OP20 為拉延,OP30、OP40 為切邊,OP50 為切邊沖孔,OP60 為整形。
2515 1
金屬加工前沿 ??? 3年前
倒扣較大,汽車模的斜頂機(jī)構(gòu)如何設(shè)計(jì) 
六、斜頂滑腳的安裝設(shè)計(jì)滑腳一般采用MISUMI標(biāo)準(zhǔn),大中型模具須兼顧頂針擋板的強(qiáng)度,避免透空過多,滑腳安裝方式優(yōu)先安裝于頂桿面板的底面上,從動模固定板底部安裝;其次選擇安裝在頂桿底板頂面上,螺釘從底部安裝;還有一種是安裝在頂桿面板頂面上,需注意限位塊高度必須高于滑腳;當(dāng)斜頂較多,滑腳位置上重疊時,可裝于頂桿底板底面上,從底部安裝,動模固定板上需透空。如圖所示:
2801 1 1
UG模具設(shè)計(jì)材料 ??? 4年前
汽車沖壓生產(chǎn)線清潔度管控方法 
圖11 皮帶機(jī)擦拭模具清潔 在每批次生產(chǎn)之前,模具表面清潔度要進(jìn)行確認(rèn),尤其是拉延序模具,因?yàn)榱慵砻娴陌伎印⑼拱毕葜饕?em>拉延序模具引起,拉延序的模腔在保養(yǎng)維修后不僅會殘留灰塵,還會殘留模具清洗后的水漬和油污。最直接的清潔方法就是在每批次外板件生產(chǎn)之前都要擦拭模腔一次,如圖12 所示,擦拭紙巾采用專用除塵布,確保生產(chǎn)前模腔的清潔。
3002
FMMM ??? 4年前
汽車沖壓生產(chǎn)車間工藝概述
成形工序分:拉延、彎曲、翻邊、整形等。拉延:利用拉延模使平面坯料(工序件)變成開口空心件的沖壓工序。彎曲:將板料、型材、管材或棒材等彎成一定的角度、一定曲率形成一定形狀的沖壓方法。翻邊:是在坯料的平面部分或曲面部分上使板料沿一定的曲率翻成豎立邊緣的沖壓成型方法。2. 分離工序是使板料按一定的輪廓線分離而獲得一定形狀、尺寸和切斷面質(zhì)量的沖壓件。
2853 1
金屬加工前沿 ??? 3年前
20條/頁 
 25
25 跳至頁

技術(shù)鄰APP
工程師必備
工程師必備
- 項(xiàng)目客服
- 培訓(xùn)客服
- 平臺客服
TOP
