



滴壺+三通+手柄注塑模具設(shè)計(jì)+3d 
4.為使塑件易脫模,流道最好是圓形,按產(chǎn)品大小及重量直徑在6—10mm間選擇。4. 模具溫度應(yīng)有冷卻水控制裝置,使模溫能在30℃~60℃之間可控。5. 模具應(yīng)表面光潔、鍍鉻防腐蝕。 圖6 司筒針運(yùn)水連接板尺寸規(guī)格
2127
模具論壇 ??? 4年前
注塑成型過程中如何防止塑料熔體破裂? 
2.注塑模具方面:《Moldflow模流分析軟件分析產(chǎn)品、模具設(shè)計(jì)的合理性》(1)頂針頂出要平衡,如頂針位置、數(shù)量要合理擺放,脫模斜度足夠,型腔面要拋光處理,防止由于模具本生阻力導(dǎo)致頂出力過于集中而開裂。(2)產(chǎn)品膠位不能太薄,過渡部分應(yīng)盡量采用圓弧過渡,避免尖角、倒角造成應(yīng)力集中。
3005
Im智能注塑 ??? 4年前
四大考量、五大訣竅 助力提升模具設(shè)計(jì) 
脫模設(shè)計(jì)脫模力應(yīng)該均衡地施加在注塑部件的表面區(qū)域,同時(shí)考慮厚度和質(zhì)量,以防止部件翹曲或斷裂。另外,在澆口周圍的區(qū)域,將需要增加卸料板或額外的頂針式脫模裝置。這些頂針式脫模裝置是在短射的情況下清理澆口所必需的。5、幾何形狀很難平衡?由于澆口附近的區(qū)域?qū)⑻幱趹?yīng)力下,因此最好盡可能將壁厚設(shè)計(jì)得更厚些,或者利用襯墊或其他平坦區(qū)域以提供頂針頂出的推動(dòng)力。
2145
UG模具設(shè)計(jì)材料 ??? 4年前
注塑人要收藏的注塑生產(chǎn)不良缺陷原因
10、脫模不良(脫模變形):與翹曲變形相似,注塑件成型后不能順利的從模具中脫出,有變形、頂白、拉裂、拉傷等、稱為脫模不良。11、裂紋及破裂:塑膠件表面出現(xiàn)空隙的裂紋和由此形成的破損現(xiàn)象。12、糊斑(燒焦):在塑件的表面或內(nèi)部出現(xiàn)許多暗黑色的條紋或黑點(diǎn),稱為糊斑或燒焦。13、尺寸不符:注塑件在成型過程中,不能保持原來(lái)預(yù)定的尺寸精度稱為尺寸不符。
3327
Im智能注塑 ??? 4年前
錯(cuò)誤的注塑模具溫度(注塑技術(shù)大神絕對(duì)不說(shuō)的秘密) 
所以注塑模具溫度高的時(shí)候塑料成分就更貼近注塑模具表面,填充會(huì)更好,亮度和光澤都會(huì)更高。但是注塑模具溫度也不能太高,太高容易粘模,還會(huì)在塑件局部地方出現(xiàn)明顯的亮斑。而注塑模具溫度太低,也會(huì)造成塑件抱模太緊,脫模的時(shí)候容易拉傷塑件,特別是塑件表面的花紋。 多段注塑可以解決位置上的問題,比如產(chǎn)品進(jìn)膠時(shí)有氣紋的話可以采取分段注塑的方式。
2672
Im智能注塑 ??? 4年前
注塑成型工藝對(duì)產(chǎn)品性能有何影響? 
塑料材料在生活中所占比例越來(lái)越高,而對(duì)于其質(zhì)量的要求也越來(lái)越高,注塑成型作為重要的生產(chǎn)手段,對(duì)技術(shù)的提高也越來(lái)越迫切,而注塑成型制品的影響因素較多,下面介紹各個(gè)工藝參數(shù)對(duì)于制品性能的影響: 注塑條件及影響 成型過程中,精密的成型機(jī)械、合理的模具設(shè)計(jì)和優(yōu)良的材料性能只有在合理的成型工藝設(shè)置下才能體現(xiàn)出來(lái)另一方面,成型機(jī)械、模具設(shè)計(jì)和材料性能的缺陷有時(shí)可通過合適的成型工藝設(shè)置來(lái)彌補(bǔ)
3303
Im智能注塑 ??? 3年前
UG NX螺紋模具設(shè)計(jì)與制造 
無(wú)論是外螺紋或內(nèi)螺紋,注塑件都由其周圍的溝槽或特制的止轉(zhuǎn)凸起固定 著。在后一種情況下,止轉(zhuǎn)凸起的痕跡可在產(chǎn)品內(nèi)部看到。如果在最終產(chǎn)品上 不希望看到這樣的痕跡,就需要在模具關(guān)閉時(shí)完成旋轉(zhuǎn)抽芯。 脫螺紋機(jī)構(gòu) 為了能使螺紋型芯順利脫模,注塑件需要止轉(zhuǎn)。
3337
張偉一 ??? 3年前
【干貨】雙色模具的設(shè)計(jì)及注塑成型
31、雙色注塑模具常采用旋轉(zhuǎn)注塑模。旋轉(zhuǎn)注塑模兩個(gè)位置上的凸模/凹模要求尺寸、精度一致,且與凹模/凸模配合良好。當(dāng)無(wú)法利用雙色注塑機(jī)上的頂出脫模機(jī)構(gòu)時(shí),回轉(zhuǎn)臺(tái)上必須要設(shè)置液壓頂出脫模機(jī)構(gòu)。32、雙色模具注塑成型通常選用不同顏色的同一種塑料,也可以是兩種不同的塑料原料,這個(gè)時(shí)候就要考慮兩種材料的界面作用、收縮率差異、加工工藝參數(shù)等方面了。
3594
張偉一 ??? 3年前
模具設(shè)計(jì)之分型面的選擇,實(shí)用的資料! 
3:分型面的形狀 一般的產(chǎn)品,常常采用一個(gè)與注塑機(jī)開模運(yùn)動(dòng)方向垂直的分型面,特殊情況下才采用其它形狀的分型面。分型面的形狀以方便加工和脫模為原則。像某此彎曲的產(chǎn)品,分型時(shí)就得根椐它彎曲的曲率來(lái)。4:確保產(chǎn)品外觀和質(zhì)量 分型面不要選擇在產(chǎn)品光滑的外表面。
4511 2
UG模具設(shè)計(jì)-UG數(shù)控編程徐老師 ??? 3年前
射出模具數(shù)字化設(shè)計(jì)與智能制造技術(shù)分析 
基于Cimatron E 的手表殼體數(shù)字化注塑模具設(shè)計(jì)[J]. 塑料科技,2014,42(10):97-101. [8]. 范鈞,王雷剛. 基于逆向工程的注塑模具數(shù)字化快速開發(fā)精度分析[J].
4040 2 1
ACMT協(xié)會(huì) ??? 2年前
分析比較:3D打印與傳統(tǒng)CNC、注塑和金屬注射成型之間的工藝差異 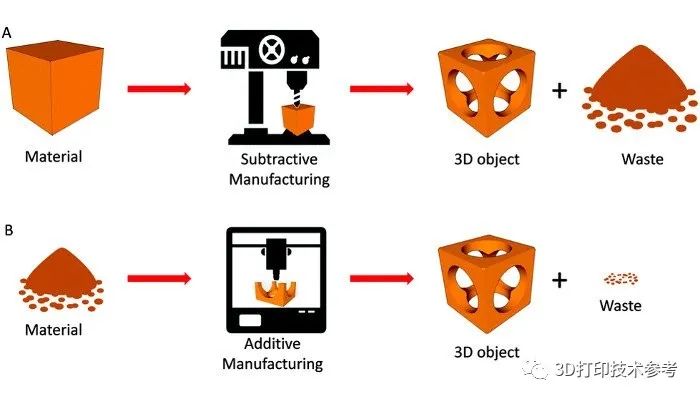
那么,3D打印技術(shù)與注塑成型又有什么區(qū)別呢? 生產(chǎn)模式 注塑成型工藝只要有注塑模具,就可以低成本、大規(guī)模地生產(chǎn)標(biāo)準(zhǔn)化產(chǎn)品,因此,對(duì)于傳統(tǒng)大批量、大規(guī)模制造來(lái)說(shuō),目前注塑成型仍然是最佳選擇。
3236
南極熊3D打印 ??? 3年前
UG NX注塑模具設(shè)計(jì)教程之2D排位實(shí)例講解 
進(jìn)膠系統(tǒng)設(shè)計(jì)在設(shè)計(jì)進(jìn)膠系統(tǒng)時(shí)要查閱注塑機(jī)資,需知道注塑機(jī)炮咀SR、定位環(huán)規(guī)格,唧咀SR要比炮咀SR大1-2個(gè)R,定位環(huán)要比注塑機(jī)上孔小單邊0.1mm,國(guó)內(nèi)注塑機(jī)定位孔一般是直徑100,定位環(huán)直徑99.8。撐握潛進(jìn)膠和打底進(jìn)膠的設(shè)計(jì)原理和方法。一套模具同樣的產(chǎn)品不會(huì)做兩種進(jìn)膠,但我們?cè)趯W(xué)習(xí)時(shí)要學(xué)兩種進(jìn)膠。
9330
張偉一 ??? 3年前
注塑模調(diào)機(jī)工藝.
(6).產(chǎn)品結(jié)構(gòu)不合理(加強(qiáng)進(jìn)古過高,過厚,明顯厚薄不一). (7).冷卻效果不好,產(chǎn)品脫模后繼續(xù)收縮。 三、補(bǔ)救方法 (1).調(diào)整射料缸溫度。(2).調(diào)整螺桿速度以獲得正確的螺桿表面速度。(3).增加注塑量。(4).保證使用正確的墊料;增加螺桿向前時(shí)間;增加注塑壓力;增加注塑速度。(5).檢查止流閥是否安裝正確,因?yàn)榉钦_\(yùn)行會(huì)引致壓力流失。(6).降低模具表面溫度。
2301 1
模具論壇 ??? 4年前
模具遇到這些問題,不再束手無(wú)策了! 
9.注塑模具中排氣不暢注塑模具中常常有氣體發(fā)生,這是由啥發(fā)生的?澆注體系與模具型腔中存有的空氣;有些質(zhì)料富含沒有被枯燥掃除的水分,它們?cè)诟邷叵聲?huì)氣化成水蒸氣;由于在注塑時(shí)溫度太高,某些性質(zhì)不安穩(wěn)的塑料會(huì)發(fā)生分化而發(fā)生氣體;塑料質(zhì)料中的某些增加劑蒸騰或許彼此化學(xué)反響生成的氣體。一同排氣不良不暢的原因,也需求從速找出來(lái)。
2179 1
高分 ??? 4年前
做注塑模具設(shè)計(jì)基本知識(shí),不懂你就可以放棄這門行業(yè)了
按外形分有;立式的、臥式的、《這兩種最常用的》按注塑量分為:超小型注塑機(jī)、小型注塑機(jī)、中型注塑機(jī)、大型注塑機(jī)、超大型注塑機(jī)。也就是注射量從幾毫克到幾十千克不等,按合模力分為:幾噸到幾千噸不等(歡迎關(guān)注汽車工藝師微信auto1950)。75、鎖模力和撐模力之間有何關(guān)系?注塑機(jī)的鎖模力要大于撐模力,否則模具會(huì)模內(nèi)壓力撐開。76、公母模的定位方式有哪些?
3140 3 3
Im智能注塑 ??? 3年前
塑料件加工發(fā)脆,怎么辦? 
(3) 模溫太高,脫模困難;模溫太低,塑料過早冷卻,熔接縫融合不良,容易開裂,特別是高熔點(diǎn)塑料如聚碳酸酯等更是如此。(4) 型腔型芯要有適當(dāng)?shù)?em>脫模斜度。型芯難脫模時(shí),要提高型腔溫度,縮短冷卻時(shí)間愛你;型腔難脫模時(shí),要降低型腔溫度,延長(zhǎng)冷卻時(shí)間。(5) 盡量少用金屬嵌件,想聚苯乙烯這類脆性的冷熱比容大的塑料,更不能加入嵌件注塑。4.
2112
模具論壇 ??? 4年前
機(jī)器視覺是什么,未來(lái)前景怎么樣? 
在注塑產(chǎn)品檢測(cè)方面,機(jī)器視覺系統(tǒng)可先采集標(biāo)準(zhǔn)產(chǎn)品,而后針對(duì)需檢測(cè)的產(chǎn)品進(jìn)行對(duì)比分析,確定是否合格,檢測(cè)過程既可在產(chǎn)品注塑剛完成后進(jìn)行,也可單獨(dú)檢測(cè)。其次,對(duì)模具的檢測(cè),現(xiàn)在市場(chǎng)上需求正急劇擴(kuò)大,注塑企業(yè)在提升效率的前提下,設(shè)備的正常運(yùn)行、模具的安全使用才是關(guān)鍵。基于對(duì)模具的保護(hù),機(jī)器視覺系統(tǒng)以其獨(dú)特的非接觸式檢測(cè)方式,在不影響正常生產(chǎn)的前提下,確保模具的正常使用,設(shè)備的正常運(yùn)行。
2394
Im智能注塑 ??? 4年前
注塑調(diào)的不僅是機(jī)器,更是材料!塑料性能參數(shù)對(duì)注塑成型工藝的影響 
HDT高的材料,其制品在脫模后更不易因殘余應(yīng)力而變形,在后續(xù)的裝配(如過盈配合)或使用中也能更好地保持形狀。HDT與模具溫度設(shè)置緊密相關(guān)。為了提高結(jié)晶性材料的結(jié)晶度(從而提升HDT、剛度、耐化學(xué)性),往往需要采用較高的模具溫度,給予分子鏈足夠的時(shí)間進(jìn)行有序排列。例如,對(duì)于PA66,使用80°C甚至120°C的高模溫,可以顯著提升其HDT和尺寸穩(wěn)定性,但代價(jià)是延長(zhǎng)了冷卻時(shí)間。
2745 1 1
國(guó)高材高分子材料產(chǎn)業(yè)創(chuàng)新中心 ??? 9月前
UG NX畫模具結(jié)構(gòu)設(shè)計(jì)要點(diǎn)大全,值得收藏! 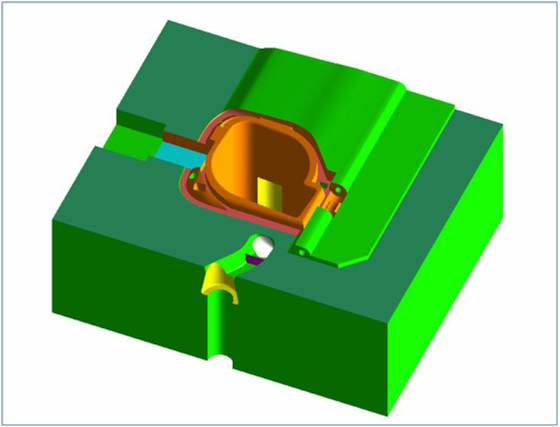
90.象Olympus 的cg5375f1 背蓋,PC 料、一模一件,一個(gè)點(diǎn)澆口的模具,使用住友75 噸成型機(jī)注塑時(shí)注塑壓力達(dá)200MPA。 91.流道比較大的模具,起冷料作用的部位也應(yīng)該相應(yīng)加長(zhǎng),如象0039 的主流道末端第一次試模后加長(zhǎng)了14mm。
3881
張偉一 ??? 3年前
診療儀端蓋注射模具設(shè)計(jì)+3d 
紅色小滑塊移開后,兩側(cè)的小滑塊(見圖4)會(huì)在兩個(gè)小彈簧的作用下,沿著底部的T型槽向中心移動(dòng),使塑件兩個(gè)側(cè)面的膠位脫模,兩個(gè)小滑塊的運(yùn)動(dòng)導(dǎo)向同樣為底部的T形槽。最終大滑塊才帶動(dòng)整個(gè)滑塊系統(tǒng)完成抽芯。由于后模兩側(cè)設(shè)計(jì)傾斜大滑塊,B板和大滑塊的強(qiáng)度需要得到關(guān)注。另一方面,后模仁的兩側(cè)為開放式結(jié)構(gòu),后模仁需要可靠的定位,故在后模仁的頂面和底部都需要做定位塊,以防模仁在注塑側(cè)向力的作用下竄動(dòng)。
2182
模具論壇 ??? 4年前
20條/頁(yè) 
跳至頁(yè)

技術(shù)鄰APP
工程師必備
工程師必備
- 項(xiàng)目客服
- 培訓(xùn)客服
- 平臺(tái)客服
TOP
