



零瑕疵的沖壓模具小孔沖孔凸模與凹模的設(shè)計(jì) 
提及小徑?jīng)_孔,給人的印象大致是小于同時(shí),φ1.0mm小徑孔相對(duì)應(yīng)的材料板厚一般在1.0mm上下.實(shí)際情況是,對(duì)于這樣的模具,如果導(dǎo)向精度不夠,這樣的模具,會(huì)很不好生產(chǎn).凸模的設(shè)計(jì)為了進(jìn)行保護(hù),沖孔凸模如【圖1】所示,采用了通過卸料板對(duì)凸模前端進(jìn)行導(dǎo)向(凸模導(dǎo)向)以防止凸模破損的對(duì)策.凸模尺寸中P與B的關(guān)系,以B≤10P為設(shè)計(jì)準(zhǔn)繩.
1987
UG編程模具設(shè)計(jì)實(shí)戰(zhàn) ??? 4年前
零瑕疵的沖壓模具小孔沖孔凸模與凹模的設(shè)計(jì) 
都是我創(chuàng)作的動(dòng)力,期待你的加入在模具設(shè)計(jì)制作過程中,總會(huì)遇到一些小孔沖裁,一般來說,我們只要沖頭的強(qiáng)度足夠,大于1.5個(gè)材料厚度時(shí),就可以進(jìn)行沖壓模具生產(chǎn)了.不過對(duì)于一些小孔沖孔凸模與凹模的設(shè)計(jì),還是需要特別注意的.這里不討論強(qiáng)度的問題,只來看看一些常用到的保護(hù)凸模與凹模的方法.
2075
模具設(shè)計(jì)UG編程教學(xué) ??? 4年前
淺析基于鋁門外板模具關(guān)鍵技術(shù)解決方案 
結(jié)束語基于鋁基材質(zhì)的門外板,淺析前期工藝開發(fā)與回彈控制的三點(diǎn)關(guān)鍵因素及解決方案,充分考慮各種潛在風(fēng)險(xiǎn)點(diǎn)并制定行之有效的措施,可以有效降低模具的開發(fā)成本,為客戶提供極致的產(chǎn)品。本文前期的工藝規(guī)劃階段充分考慮產(chǎn)品特定屬性,產(chǎn)品質(zhì)量不僅需要準(zhǔn)確地模擬仿真和有效的補(bǔ)償策略,現(xiàn)場調(diào)試人員的細(xì)致調(diào)整對(duì)質(zhì)量的結(jié)果也起到關(guān)鍵作用。
4438
FMMM ??? 2年前
Moldex3D模流分析之抬頭顯示器反光板之蒸鍍治具模具及成形效率優(yōu)化 
顯示器的反光板較其他光學(xué)鏡片體型來得龐大和沉重,成型難度高,在最后一道制程蒸鍍時(shí),治具在此就顯得相對(duì)重要。如何確保治具能發(fā)揮最大功能保護(hù)制品,減少蒸鍍時(shí)的不良率將是本案例的目標(biāo)。日芯科技團(tuán)隊(duì)在模具設(shè)計(jì)前期即透過Moldex3D協(xié)助檢視及改善問題,確保治具的平整度,將變形量能降到最低,提升成型效率,降低模具成本及未來量產(chǎn)時(shí)的潛在風(fēng)險(xiǎn)。
2752 2 7
Moldex3D 中國 ??? 3年前
游樂場滑梯大型注射模具設(shè)計(jì)+3d 
從圖1可以看出,塑件尺寸很大,結(jié)構(gòu)造型簡單,模具的分型面為曲面,塑件邊緣有4個(gè)小孔需要設(shè)計(jì)滑塊抽芯。因此,模具屬于大型模具。大型模具的設(shè)計(jì)與普通中小型模具相比,具有其特點(diǎn)。由于尺寸大而引起的難度主要在于責(zé)任大,任何一點(diǎn)小失誤或考慮不周,都會(huì)給模具制造過程帶來很大損失,嚴(yán)重時(shí)會(huì)浪費(fèi)資金以及影響模具品質(zhì)。
2194
模具論壇 ??? 4年前
iPhone 5c樹脂機(jī)殼“不像樹脂”的秘密 
簡單來講,注塑成型就將受熱熔化的粘稠樹脂材料用高壓注入模具中,然后使其固化成型的方法。這種加工方法非常簡單,只要制造出模具,基本上任何造型都不在話下。因?yàn)槟軌蜃杂杉庸ば螤睿谑褂米⑺艹尚头ㄖ圃鞓渲鈿r(shí),一般會(huì)把外殼必需的所有元素都集中到1次加工中。例如,在外殼內(nèi)側(cè)鑲嵌名為“肋板”的加固板,同時(shí)還要在外殼上加工出用來固定內(nèi)部部件的螺絲孔。
2274
結(jié)構(gòu)攻城獅 ??? 4年前
廣東模具術(shù)語深圳方言模具術(shù)語
尼龍 PA ; 防彈膠 PC 百折膠 PP ;亞加力 PMMA(有機(jī)玻璃) ;K料 (K膠,學(xué)名BS 縮水1.005,是一種透明料) 模具類 (順德) 吊針 ---三板模前模拉料針 撐雞------鎖緊塊(又稱鏟基) 彈啤---裝彈簧的斜滑塊 模具工程類的 鋼模: 塑膠模;
2312
汽車零部件模具與注塑 ??? 4年前
左右后視鏡殼體注射模具設(shè)計(jì)+3d 
側(cè)面的大型開口處需要設(shè)計(jì)滑塊抽芯,滑塊同時(shí)要包住側(cè)面的?7.15小孔。模具外形圖見圖2所示,由于塑件左右對(duì)稱,因此,模具設(shè)計(jì)型腔排位為1+1,模具設(shè)計(jì)排位為兩穴直線并列排位,兩個(gè)滑塊處于同一側(cè)。模胚為非標(biāo)模胚CI5790,模具屬于大型模具,模胚邊緣設(shè)計(jì)了4個(gè)斜度定位塊,便于模具抵御注塑時(shí)型腔的側(cè)向力,保持合模精度,模架定位塊的定位通常稱為二級(jí)定位。
2259
模具論壇 ??? 4年前
高速精密沖壓連續(xù)模不會(huì)怎么辦!讓我來教你 
都是我創(chuàng)作的動(dòng)力,期待你的加入1、沖孔落料力的計(jì)算①:了解沖壓沖裁加工(剪切加工)所需的加工力對(duì)于沖壓機(jī)的選型或模具設(shè)計(jì)來說也是不可或缺的。②:在沖裁加工中,有時(shí)會(huì)發(fā)生凸模刃部折損和肩部破損等問題。這些問題大多是由于零件的技術(shù)數(shù)據(jù)不足,以及沖頭凹模的材和形狀選擇錯(cuò)誤所引起的。
1895
模具設(shè)計(jì)UG編程教學(xué) ??? 4年前
高速?zèng)_壓模具吊緊緩沖組件的設(shè)計(jì)原則 
圖6 為上模結(jié)構(gòu)剖視圖,通過對(duì)壓料板在單個(gè)沖壓循環(huán)過程中的受力分析,當(dāng)模具由下死點(diǎn)位置開始上行的瞬間,緩沖橡皮與壓料板由脫離狀態(tài)直到接觸受力狀態(tài),緩沖橡皮除了承受壓料板自身重力與上頂棒施加的壓邊力外,還將額外承受瞬間沖擊力,而瞬間沖擊力的大小與模具上行的速度有著直接關(guān)系。圖6 上模結(jié)構(gòu)剖視圖 當(dāng)模具沖次較低時(shí),瞬間沖擊力較小,其可完全由模具吊緊緩沖組件承擔(dān)。
2522 1
金屬加工前沿 ??? 3年前
基于有限元分析改善落料沖孔模具上墊板零件的應(yīng)力與應(yīng)變 
3.1 模具結(jié)構(gòu)設(shè)計(jì)模具結(jié)構(gòu)如圖2所示,模具工作時(shí),上模板2帶動(dòng)導(dǎo)套3下行,凹模12與卸料板21和板料接觸壓緊,凸模一15和凸模二14首先接觸板料進(jìn)行沖孔;隨著上模繼續(xù)下行,橡膠16被壓縮,凸凹模17上行,與凹模12共同完成落料沖裁;落料時(shí),上模上行,打料桿5帶動(dòng)上推料板7下移,退料桿11帶動(dòng)推料板13下行后,繼續(xù)推動(dòng)推料板13完成零件卸料。
4253
Whitney ??? 2年前
基于光電傳感器的模具廢料監(jiān)測系統(tǒng)設(shè)計(jì) 附基于ADMAS 動(dòng)力總成28工況計(jì)算下載 
來源:模具工業(yè)0 引 言某車間的自動(dòng)化沖壓生產(chǎn)線生產(chǎn)前門外板時(shí),廢料線堵塞。經(jīng)排查,發(fā)生堵塞的原因是廢料長度超過了廢料線的運(yùn)載極限。前門外板的廢料分為二級(jí),首先整體切下,廢料長度約 1 500 mm,為一級(jí)廢料;因廢料線運(yùn)載能力為700 mm,需再將廢料分段切開成二級(jí)廢料,如圖1所示。該前門外板修邊模上模完成切斷回退過程中將二級(jí)廢料帶起,導(dǎo)致廢料滑落不順暢,將一級(jí)廢料墊偏。
2619
ouju7687 ??? 4年前
UG NX畫模具結(jié)構(gòu)設(shè)計(jì)要點(diǎn)大全,值得收藏! 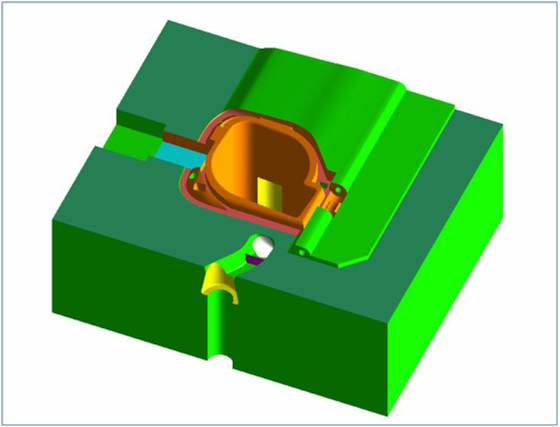
22.為了確保模具的頂針和斜銷是否復(fù)位,有些模具安裝了早回機(jī)構(gòu)(母的裝在108 板上,公的裝在102 板上,公的類似于頂針,底部用無頭螺釘堵住,一般布置兩個(gè))或微動(dòng)開關(guān)(在108 和109 板[裝電器元件]之間)。
3881
張偉一 ??? 3年前
熱沖壓成形模具設(shè)計(jì)要點(diǎn) 
鑲塊間冷卻管道直接聯(lián)通,水流路徑短,對(duì)模具的冷卻效果好,且模具機(jī)加工作量小。但對(duì)鑲塊間的密封要求高,鑲塊熱脹冷縮易導(dǎo)致冷卻水發(fā)生泄漏。 迂回式冷卻管道布置:基本形式見圖12。單個(gè)鑲塊進(jìn)出水均在鑲塊底面,鑲塊間通過安裝定位板進(jìn)行水流聯(lián)通。此方式鑲塊與安裝定位板間采用O形密封圈密封,鑲塊端部管頭用堵頭密封或焊接密封。
3489 1
金屬加工前沿 ??? 3年前
射出模具數(shù)字化設(shè)計(jì)與智能制造技術(shù)分析 
此時(shí),技術(shù)操作人員繼續(xù)執(zhí)行開模動(dòng)作,脫料板會(huì)受限位拉桿的拉力反拉力的影響,致使脫料板與定做板間的分型面打開,以保證流道內(nèi)的凝料可以從拉料殼中完全脫出。此時(shí),技術(shù)操作人員還需要采用塑料成型工藝和實(shí)際操作,對(duì)塑料制件的質(zhì)量進(jìn)行科學(xué)評(píng)價(jià),而已完成的裝配模,可以快速更換,在射出機(jī)模架上,保證射出成型操作效率更高。
4047 2 1
ACMT協(xié)會(huì) ??? 2年前
摩托羅拉手機(jī)后殼注射模具設(shè)計(jì)+3d 
例如著名的模具零部件供應(yīng)商HASCO標(biāo)準(zhǔn)件的導(dǎo)柱和方導(dǎo)柱等零件已經(jīng)廣泛采用了DLC技術(shù)。7)斜頂在封膠的同時(shí),需要配松一些,在大批量生產(chǎn)時(shí)以免卡死。另外,對(duì)于斜頂,需要設(shè)計(jì)導(dǎo)向塊,利于增加小斜頂?shù)膹?qiáng)度。8)前模斜頂及其復(fù)位設(shè)計(jì)見圖3所示。前模斜頂需要設(shè)計(jì)小的頂針板,需要設(shè)計(jì)復(fù)位桿兼導(dǎo)向桿,動(dòng)模B板通過拉板驅(qū)動(dòng)小頂針板。斜頂需要設(shè)計(jì)導(dǎo)向塊。
2200
模具論壇 ??? 4年前
沖壓模具常見問題匯總及解決方案,夠一年用的了! 
(4)沖頭刃口部分最小尺寸與板厚的關(guān)系。建議沖頭刃口部分最小尺寸取板厚的2倍。五、模具的刃磨1、模具刃磨的重要性定期刃磨模具是沖孔質(zhì)量一致性的保證。定期刃磨模具不僅能提高模具的使用壽命而且能提高機(jī)器的使用壽命,要掌握正確的刃磨時(shí)機(jī)。2、模具需要刃磨的具體特征對(duì)于模具的刃磨,沒有一個(gè)嚴(yán)格的打擊次數(shù)來確定是否需要刃磨。主要取決于刃口的鋒利程度。
2400
模具設(shè)計(jì)UG編程教學(xué) ??? 4年前
干貨——模具鋼選購指南 
鏡面拋光模具:防塵蓋、電視機(jī)濾光板、化妝品盒、家電等;精密皺紋加工模具:辦公室自動(dòng)化設(shè)備、汽車零件等。
3055
汽車零部件模具與注塑 ??? 4年前
診療儀端蓋注射模具設(shè)計(jì)+3d 
模具設(shè)計(jì)時(shí),如果忽視模具零件的加工基準(zhǔn),則會(huì)使模具零件難以加工。例如CNC加工,線切割加工和電火花加工,均需要加工基準(zhǔn)。 圖6 B板結(jié)構(gòu)圖 圖7 小滑塊的加工基準(zhǔn)
2182
模具論壇 ??? 4年前
側(cè)圍外板尾燈口暗坑優(yōu)化方法研究 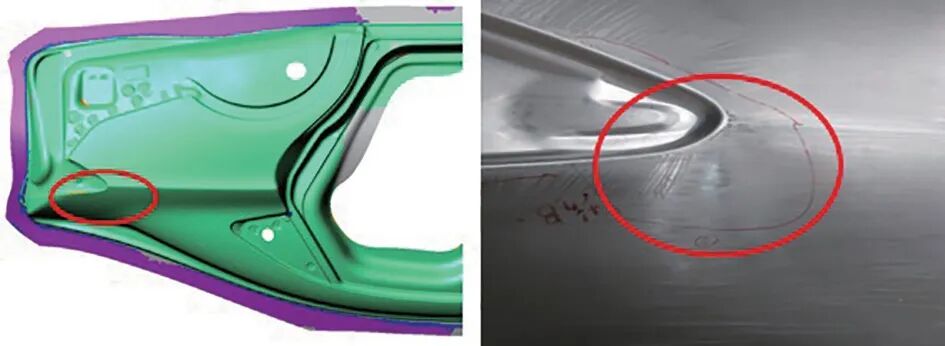
圖4 側(cè)圍外板拉延模具型面特征示意圖從整形模具的特征區(qū)域(圖5)狀態(tài)來看,尾燈口整形凸模造型為反成形;尾燈整形凹模棱線存在凹點(diǎn)聚料,導(dǎo)致該區(qū)域沖壓件型面發(fā)生二次變形,缺陷會(huì)集中在尾燈口頂面區(qū)域的正向成形的夾角交界處,是強(qiáng)行變形區(qū)域。圖5 側(cè)圍外板整形模具型面特征示意圖⑶模具型面分析。
2043 1 1
金屬加工前沿 ??? 3年前
20條/頁 
 27
27 跳至頁

技術(shù)鄰APP
工程師必備
工程師必備
- 項(xiàng)目客服
- 培訓(xùn)客服
- 平臺(tái)客服
TOP
