



北大南昌院:極端條件下高性能均熱板與微流道散熱技術研究新突破 
目前聯合實驗室研發的微流控制備微球技術,實現了多流道的集成與一體化成型,如圖6所示,流道結構精細且獨特,最小流道寬度達到了驚人的30μm。同時可實現微流控芯片批量化及定制化生產,能顯著降低微球制備的成本并提高微球的生產效率。
3417
熱管理博覽會 ??? 1年前
Moldex3D模流分析之建準電機應用Moldex3D優化熱流道設計 
圖三 各階段流動波前溫度分析:(a) EOF,(b) EOP,(c) EOC,(d) 開模圖四 各階段熱澆道截面溫度分析:(a) EOF,(b) EOP,(c) EOC,(d)開模根據上述分析結果,建準電機將熱澆道做局部優化,針對熱流板、加熱線圈以及流道轉角進行設計優化,結果如圖五所示。
2316
Moldex3D 中國 ??? 3年前
Moldex3D模流分析之抬頭顯示器反光板之蒸鍍治具模具及成形效率優化 
顯示器的反光板較其他光學鏡片體型來得龐大和沉重,成型難度高,在最后一道制程蒸鍍時,治具在此就顯得相對重要。如何確保治具能發揮最大功能保護制品,減少蒸鍍時的不良率將是本案例的目標。日芯科技團隊在模具設計前期即透過Moldex3D協助檢視及改善問題,確保治具的平整度,將變形量能降到最低,提升成型效率,降低模具成本及未來量產時的潛在風險。
2750 2 7
Moldex3D 中國 ??? 3年前
Moldex3D模流分析之iSLM品質儀表板、檢視概要、檢視材料 
注意:?在 Moldex3D 組別中的質量儀表板顯示的是在實際試模前的預期結果。?如何為 CAE 評估創建一個質量儀表板,請參照 請參照【系統設定 > 數據定義 > 分類】 章節。?若出現編輯鍵,則為當初在創建質量儀表板時在 使用者自定義 下有勾選 “僅供使用者確認狀態”。?用戶可以點擊星星圖示將該分析設置為最終組別。
2176
Moldex3D 中國 ??? 2年前
UG NX熔噴模具衣架式進膠設計要點 
如圖所示:噴絲板單邊6顆螺絲與流道板定位,另外追加2個定位銷與流道板定位。
2114
張偉一 ??? 3年前
Moldex3D模流分析之熱澆道模組前處理 
Moldex3D Studio也提供流道組件的三種屬性選項,包括熱流道套件、熱流板及熱嘴。用戶能對每個組件設定適合的類型以及顏色作為區別。 熔膠流道設定為熱流道屬性 .stl格式的加熱線圈 其他熱澆道組件:熱流板與熱嘴 熱澆道金屬的屬性與類型 組件設定完成之后,用戶將可在 Moldex3D Studio 指定熱邊界條件,例如:熱傳導面。
2369
Moldex3D 中國 ??? 2年前
【STAR-CCM+電池冷卻】基于直流道液冷板的動力電池冷卻性能仿真 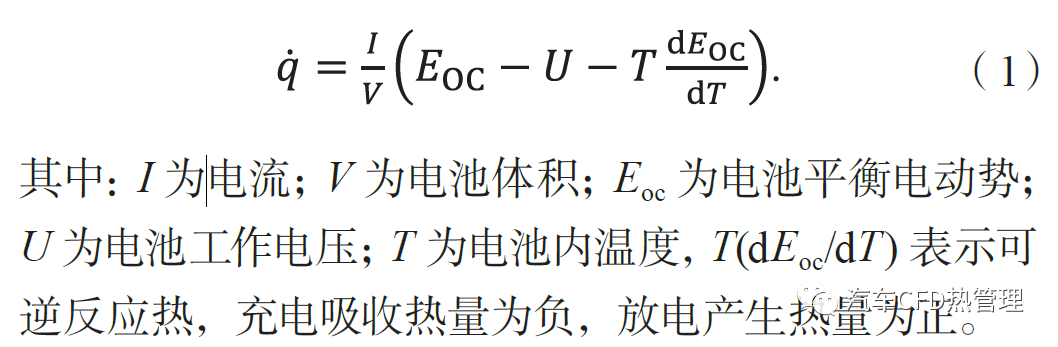
Jarrett [11] 對一個冷卻板進行了參數化建模,定義了壓降、平均溫度和溫度均勻性的目標函數,并使用計算流體動力學(computational fluid dynamics,CFD)方法優化了冷板的通道寬度和位置。單目標優化結果表明壓力目標和平均溫度目標是一致的,但是和溫度均勻性目標相悖。A.
4891 5
仿真客 ??? 3年前
臺積電、榮億精密針對封裝和均溫板取得高效散熱解決方案專利 
專利摘要顯示,本實用新型公開了一種應用擴散焊的三維均溫板,該技術通過底板與電路板連接,采用高分子擴散焊工藝將多個散熱板反向交錯焊接在一起形成散熱部,進而焊接于安裝槽底部,形成嵌套的第一流道和第二流道,以及通過定位孔壓合焊接的第三流道,簡化了工藝流程并節約了生產成本。通過向這些流道內通入液冷水,可以有效地將熱量傳導出去,實現了散熱效果好并且散熱效率高的效果。
2159
熱管理博覽會 ??? 2年前
Moldex3D模流分析之Pre-Processing in Moldex3D Studio 
Moldex3D Studio也提供流道組件的三種屬性選項,包括熱流道套件、熱流板及熱嘴。用戶能對每個組件設定適合的類型以及顏色作為區別。
2251
Moldex3D 中國 ??? 1年前
范立云等:二次流蛇形通道鋰離子電池散熱性能 
Sheng等設計了一種具有雙入口和出口的新型蛇形通道液體冷卻板,研究表明入口和出口布置在另一側比在同一側的熱管理能力強,大大提高了溫度均勻性。Jaffal等將肋板與傳統蛇形通道結合,肋板的加入明顯改善了系統的散熱性能,但是同時也增加了系統的壓降。 綜上所述,蛇形流道的改進研究多集中于優化流道來改善散熱性能。
5077
能源阿陽 ??? 2年前
清潔機器人底殼注射模具設計+3d 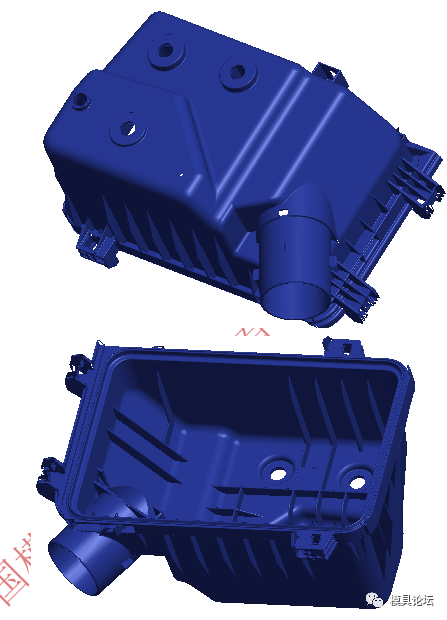
在定模座板與A板之間增加一塊模板用來安裝針閥式熱嘴和氣缸。并在定模座板與熱嘴固定板之間設計?30定位銷,此定位銷受力很大,不能太細。針閥式熱嘴最常見的控制方式有氣壓控制和液壓控制兩種,由于氣壓控制使用空氣,清潔環保,具有明顯的優勢,因此清潔機器人底殼的針閥式熱流道采用了氣壓控制的方式。
2355
模具論壇 ??? 3年前
微型燃機提升熱效率的“利器”——回熱器 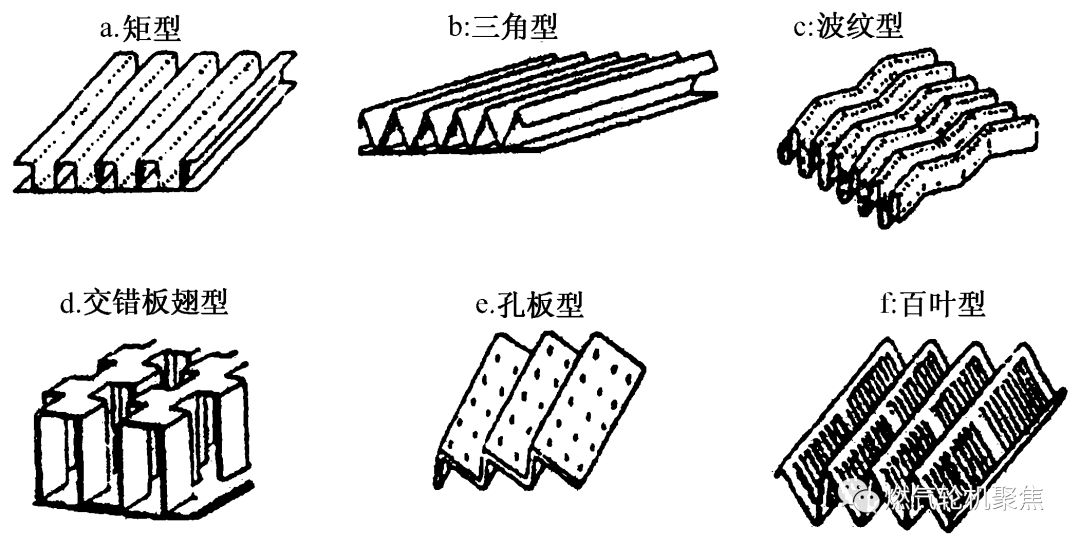
而依據回熱器采用的傳熱表面,除了前文提到的PSR之外,微型燃機運用較為廣泛的還有板翅形回熱器。板翅形回熱器板翅形回熱器是用一次傳熱表面的板作隔板,另以二次傳熱表面的弓形或齒形翅片與板形成流道的回熱器。
4291
解開動力 ??? 3年前
KOOLANCE散熱器在電動汽車中應用(二) 
下面以通用 VOLT 汽車和特斯拉的 MODEL 3 為例,看看他們是怎么給電池包散熱的:1、通用汽車的 VOLT:采用乙二醇溶液作為冷卻液,在兩個軟包電芯之間設置冷卻板,冷卻板內刻有液體流道,同時電池包之間還有并行流道,通過液體對流換熱,將電池產生的熱量帶走。
2537 1
魚YY ??? 2年前
Moldex3D模流分析SYNC之塑件嵌入件 
?模板型式(Mold Plate Type):選擇模板型式;有 2板模和 3板模可供選擇。?使用(Use):精靈提供四種方法來指定主分模面的位置:塑件頂部、塑件底部、澆口平面和自定義。
4102
Moldex3D 中國 ??? 2年前
UG NX畫模具結構設計要點大全,值得收藏! 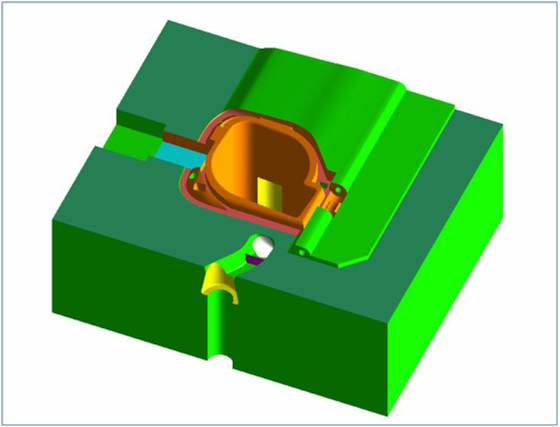
63.小水口模具的開模行程的確定如下:A.101A 板與102 板脫流道行程計算為:流道長+機械手(40-60mm);B.102 板與103 板脫部品行程計算為:部品+機械手(70mm) 64.象壓塊、小水口的流道板、模仁等等在模具裝配時難以取出的零件,必需鉆起吊螺絲孔;不過,有時為了簡便起見,可以把對角上的兩個鎖模螺絲孔鉆穿,攻牙攻穿來擰起吊螺釘。
3881
張偉一 ??? 3年前
應用 CAE 模流分析技術在閥式熱澆道系統之模具設計 
何謂熱澆道系統熱澆道模具是將傳統式模具或三板式模具的澆道與流道經加熱,于每一成形時即不需要取出流道和澆道的一種嶄新設計且在射出成形模具產業中扮演關鍵零件性角色,它提供著射出成形模具中從射出機的噴嘴處到模具的模穴之間塑料流動的控制。透過熱流板、熱嘴、及其控制系統的功能,讓模具在成形時能提升塑品質量、加快生產速度、降低生產成本、做出高難度產品。
2245 5
型創科技2023 ??? 3年前
對于機械碰撞除塵結構的模擬分析及結構調整 
平板+平板(錯位平板)1、結構:由一系列平行的平板以一定間距錯位排列組成,形成曲折的流道。2、工作原理:氣流在流道中被迫多次改變方向(曲折前進)。在每一個拐角處,粉塵顆粒因慣性都有機會撞擊到下一塊平板的壁面上。這是一種多級、串聯的碰撞捕獲機制。 折板+平板( V型板+平板)1、結構:通常是在一塊平板的下游側安裝一個V型槽板(或稱人字板)。V型的開口迎向氣流。
2976 3 1
LCFX ??? 10月前
Moldex3D模流分析之Studio前處理 
Moldex3D Studio也提供流道組件的三種屬性選項,包括熱流道套件、熱流板及熱嘴。用戶能對每個組件設定適合的類型以及顏色作為區別。熔膠流道設定為熱流道屬性.stl格式的加熱線圈其他熱澆道組件:熱流板與熱嘴熱澆道金屬的屬性與類型組件設定完成之后,用戶將可在 Moldex3D Studio 指定熱邊界條件,例如:熱傳導面。
2244
Moldex3D 中國 ??? 1年前
游樂場滑梯大型注射模具設計+3d 
游樂場滑梯的澆口數量,經過模流分析,采用YODU熱流道系統,需要三點澆口。圖4 動模部分圖 圖5 后模仁組合圖 圖6 前模仁圖熱嘴的型號為BIM45CC,開放式熱流道系統,3個熱嘴進膠,配置一個分流板。
2192
模具論壇 ??? 4年前
科普 \\ 電池水冷板加工工藝 - 焊接 
沖壓板首先要將一塊平板沖壓出設計好的流道,流道深度一般在2-3.5mm,在用另一塊平板與之焊接在一起,兩塊板厚可以在0.8-1.5mm不等。而口琴管流道的橫截面類似口琴管形狀,兩端是集流體起匯流作用,所以內部的流向只能直來直去,并不能像沖壓板那樣隨意設計,有一定的局限性。
5097 3
熱管理博覽會 ??? 2年前
20條/頁 
 8
8 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
