



零瑕疵的沖壓模具小孔沖孔凸模與凹模的設(shè)計 
提及小徑?jīng)_孔,給人的印象大致是小于同時,φ1.0mm小徑孔相對應(yīng)的材料板厚一般在1.0mm上下.實際情況是,對于這樣的模具,如果導向精度不夠,這樣的模具,會很不好生產(chǎn).凸模的設(shè)計為了進行保護,沖孔凸模如【圖1】所示,采用了通過卸料板對凸模前端進行導向(凸模導向)以防止凸模破損的對策.凸模尺寸中P與B的關(guān)系,以B≤10P為設(shè)計準繩.
1987
UG編程模具設(shè)計實戰(zhàn) ??? 4年前
零瑕疵的沖壓模具小孔沖孔凸模與凹模的設(shè)計 
都是我創(chuàng)作的動力,期待你的加入在模具設(shè)計制作過程中,總會遇到一些小孔沖裁,一般來說,我們只要沖頭的強度足夠,大于1.5個材料厚度時,就可以進行沖壓模具生產(chǎn)了.不過對于一些小孔沖孔凸模與凹模的設(shè)計,還是需要特別注意的.這里不討論強度的問題,只來看看一些常用到的保護凸模與凹模的方法.
2075
模具設(shè)計UG編程教學 ??? 4年前
淺析基于鋁門外板模具關(guān)鍵技術(shù)解決方案 
結(jié)束語基于鋁基材質(zhì)的門外板,淺析前期工藝開發(fā)與回彈控制的三點關(guān)鍵因素及解決方案,充分考慮各種潛在風險點并制定行之有效的措施,可以有效降低模具的開發(fā)成本,為客戶提供極致的產(chǎn)品。本文前期的工藝規(guī)劃階段充分考慮產(chǎn)品特定屬性,產(chǎn)品質(zhì)量不僅需要準確地模擬仿真和有效的補償策略,現(xiàn)場調(diào)試人員的細致調(diào)整對質(zhì)量的結(jié)果也起到關(guān)鍵作用。
4438
FMMM ??? 2年前
Moldex3D模流分析之抬頭顯示器反光板之蒸鍍治具模具及成形效率優(yōu)化 
顯示器的反光板較其他光學鏡片體型來得龐大和沉重,成型難度高,在最后一道制程蒸鍍時,治具在此就顯得相對重要。如何確保治具能發(fā)揮最大功能保護制品,減少蒸鍍時的不良率將是本案例的目標。日芯科技團隊在模具設(shè)計前期即透過Moldex3D協(xié)助檢視及改善問題,確保治具的平整度,將變形量能降到最低,提升成型效率,降低模具成本及未來量產(chǎn)時的潛在風險。
2751 2 7
Moldex3D 中國 ??? 3年前
游樂場滑梯大型注射模具設(shè)計+3d 
從圖1可以看出,塑件尺寸很大,結(jié)構(gòu)造型簡單,模具的分型面為曲面,塑件邊緣有4個小孔需要設(shè)計滑塊抽芯。因此,模具屬于大型模具。大型模具的設(shè)計與普通中小型模具相比,具有其特點。由于尺寸大而引起的難度主要在于責任大,任何一點小失誤或考慮不周,都會給模具制造過程帶來很大損失,嚴重時會浪費資金以及影響模具品質(zhì)。
2194
模具論壇 ??? 4年前
iPhone 5c樹脂機殼“不像樹脂”的秘密 
簡單來講,注塑成型就將受熱熔化的粘稠樹脂材料用高壓注入模具中,然后使其固化成型的方法。這種加工方法非常簡單,只要制造出模具,基本上任何造型都不在話下。因為能夠自由加工形狀,在使用注塑成型法制造樹脂外殼時,一般會把外殼必需的所有元素都集中到1次加工中。例如,在外殼內(nèi)側(cè)鑲嵌名為“肋板”的加固板,同時還要在外殼上加工出用來固定內(nèi)部部件的螺絲孔。
2274
結(jié)構(gòu)攻城獅 ??? 4年前
廣東模具術(shù)語深圳方言模具術(shù)語
尼龍 PA ; 防彈膠 PC 百折膠 PP ;亞加力 PMMA(有機玻璃) ;K料 (K膠,學名BS 縮水1.005,是一種透明料) 模具類 (順德) 吊針 ---三板模前模拉料針 撐雞------鎖緊塊(又稱鏟基) 彈啤---裝彈簧的斜滑塊 模具工程類的 鋼模: 塑膠模;
2310
汽車零部件模具與注塑 ??? 4年前
左右后視鏡殼體注射模具設(shè)計+3d 
側(cè)面的大型開口處需要設(shè)計滑塊抽芯,滑塊同時要包住側(cè)面的?7.15小孔。模具外形圖見圖2所示,由于塑件左右對稱,因此,模具設(shè)計型腔排位為1+1,模具設(shè)計排位為兩穴直線并列排位,兩個滑塊處于同一側(cè)。模胚為非標模胚CI5790,模具屬于大型模具,模胚邊緣設(shè)計了4個斜度定位塊,便于模具抵御注塑時型腔的側(cè)向力,保持合模精度,模架定位塊的定位通常稱為二級定位。
2259
模具論壇 ??? 4年前
高速精密沖壓連續(xù)模不會怎么辦!讓我來教你 
都是我創(chuàng)作的動力,期待你的加入1、沖孔落料力的計算①:了解沖壓沖裁加工(剪切加工)所需的加工力對于沖壓機的選型或模具設(shè)計來說也是不可或缺的。②:在沖裁加工中,有時會發(fā)生凸模刃部折損和肩部破損等問題。這些問題大多是由于零件的技術(shù)數(shù)據(jù)不足,以及沖頭凹模的材和形狀選擇錯誤所引起的。
1895
模具設(shè)計UG編程教學 ??? 4年前
高速沖壓模具吊緊緩沖組件的設(shè)計原則 
圖6 為上模結(jié)構(gòu)剖視圖,通過對壓料板在單個沖壓循環(huán)過程中的受力分析,當模具由下死點位置開始上行的瞬間,緩沖橡皮與壓料板由脫離狀態(tài)直到接觸受力狀態(tài),緩沖橡皮除了承受壓料板自身重力與上頂棒施加的壓邊力外,還將額外承受瞬間沖擊力,而瞬間沖擊力的大小與模具上行的速度有著直接關(guān)系。圖6 上模結(jié)構(gòu)剖視圖 當模具沖次較低時,瞬間沖擊力較小,其可完全由模具吊緊緩沖組件承擔。
2521 1
金屬加工前沿 ??? 3年前
基于有限元分析改善落料沖孔模具上墊板零件的應(yīng)力與應(yīng)變 
3.1 模具結(jié)構(gòu)設(shè)計模具結(jié)構(gòu)如圖2所示,模具工作時,上模板2帶動導套3下行,凹模12與卸料板21和板料接觸壓緊,凸模一15和凸模二14首先接觸板料進行沖孔;隨著上模繼續(xù)下行,橡膠16被壓縮,凸凹模17上行,與凹模12共同完成落料沖裁;落料時,上模上行,打料桿5帶動上推料板7下移,退料桿11帶動推料板13下行后,繼續(xù)推動推料板13完成零件卸料。
4252
Whitney ??? 2年前
基于光電傳感器的模具廢料監(jiān)測系統(tǒng)設(shè)計 附基于ADMAS 動力總成28工況計算下載 
來源:模具工業(yè)0 引 言某車間的自動化沖壓生產(chǎn)線生產(chǎn)前門外板時,廢料線堵塞。經(jīng)排查,發(fā)生堵塞的原因是廢料長度超過了廢料線的運載極限。前門外板的廢料分為二級,首先整體切下,廢料長度約 1 500 mm,為一級廢料;因廢料線運載能力為700 mm,需再將廢料分段切開成二級廢料,如圖1所示。該前門外板修邊模上模完成切斷回退過程中將二級廢料帶起,導致廢料滑落不順暢,將一級廢料墊偏。
2619
ouju7687 ??? 4年前
UG NX畫模具結(jié)構(gòu)設(shè)計要點大全,值得收藏! 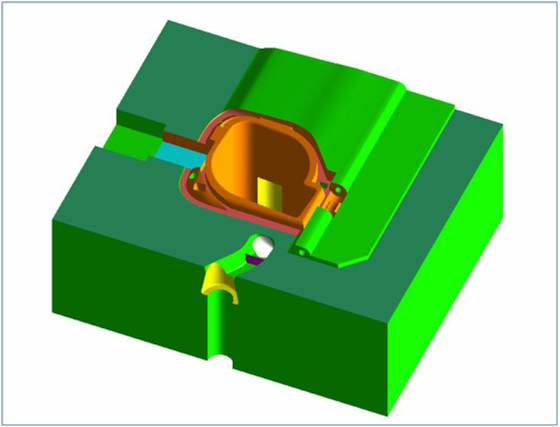
22.為了確保模具的頂針和斜銷是否復(fù)位,有些模具安裝了早回機構(gòu)(母的裝在108 板上,公的裝在102 板上,公的類似于頂針,底部用無頭螺釘堵住,一般布置兩個)或微動開關(guān)(在108 和109 板[裝電器元件]之間)。
3881
張偉一 ??? 3年前
熱沖壓成形模具設(shè)計要點 
鑲塊間冷卻管道直接聯(lián)通,水流路徑短,對模具的冷卻效果好,且模具機加工作量小。但對鑲塊間的密封要求高,鑲塊熱脹冷縮易導致冷卻水發(fā)生泄漏。 迂回式冷卻管道布置:基本形式見圖12。單個鑲塊進出水均在鑲塊底面,鑲塊間通過安裝定位板進行水流聯(lián)通。此方式鑲塊與安裝定位板間采用O形密封圈密封,鑲塊端部管頭用堵頭密封或焊接密封。
3489 1
金屬加工前沿 ??? 3年前
射出模具數(shù)字化設(shè)計與智能制造技術(shù)分析 
此時,技術(shù)操作人員繼續(xù)執(zhí)行開模動作,脫料板會受限位拉桿的拉力反拉力的影響,致使脫料板與定做板間的分型面打開,以保證流道內(nèi)的凝料可以從拉料殼中完全脫出。此時,技術(shù)操作人員還需要采用塑料成型工藝和實際操作,對塑料制件的質(zhì)量進行科學評價,而已完成的裝配模,可以快速更換,在射出機模架上,保證射出成型操作效率更高。
4047 2 1
ACMT協(xié)會 ??? 2年前
摩托羅拉手機后殼注射模具設(shè)計+3d 
例如著名的模具零部件供應(yīng)商HASCO標準件的導柱和方導柱等零件已經(jīng)廣泛采用了DLC技術(shù)。7)斜頂在封膠的同時,需要配松一些,在大批量生產(chǎn)時以免卡死。另外,對于斜頂,需要設(shè)計導向塊,利于增加小斜頂?shù)膹姸取?)前模斜頂及其復(fù)位設(shè)計見圖3所示。前模斜頂需要設(shè)計小的頂針板,需要設(shè)計復(fù)位桿兼導向桿,動模B板通過拉板驅(qū)動小頂針板。斜頂需要設(shè)計導向塊。
2200
模具論壇 ??? 4年前
沖壓模具常見問題匯總及解決方案,夠一年用的了! 
(4)沖頭刃口部分最小尺寸與板厚的關(guān)系。建議沖頭刃口部分最小尺寸取板厚的2倍。五、模具的刃磨1、模具刃磨的重要性定期刃磨模具是沖孔質(zhì)量一致性的保證。定期刃磨模具不僅能提高模具的使用壽命而且能提高機器的使用壽命,要掌握正確的刃磨時機。2、模具需要刃磨的具體特征對于模具的刃磨,沒有一個嚴格的打擊次數(shù)來確定是否需要刃磨。主要取決于刃口的鋒利程度。
2400
模具設(shè)計UG編程教學 ??? 4年前
干貨——模具鋼選購指南 
鏡面拋光模具:防塵蓋、電視機濾光板、化妝品盒、家電等;精密皺紋加工模具:辦公室自動化設(shè)備、汽車零件等。
3055
汽車零部件模具與注塑 ??? 4年前
側(cè)圍外板尾燈口暗坑優(yōu)化方法研究 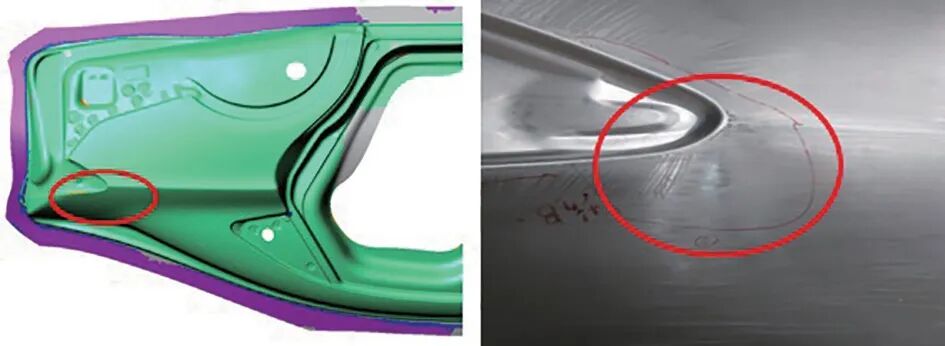
圖4 側(cè)圍外板拉延模具型面特征示意圖從整形模具的特征區(qū)域(圖5)狀態(tài)來看,尾燈口整形凸模造型為反成形;尾燈整形凹模棱線存在凹點聚料,導致該區(qū)域沖壓件型面發(fā)生二次變形,缺陷會集中在尾燈口頂面區(qū)域的正向成形的夾角交界處,是強行變形區(qū)域。圖5 側(cè)圍外板整形模具型面特征示意圖⑶模具型面分析。
2043 1 1
金屬加工前沿 ??? 3年前
診療儀端蓋注射模具設(shè)計+3d 
模具設(shè)計時,如果忽視模具零件的加工基準,則會使模具零件難以加工。例如CNC加工,線切割加工和電火花加工,均需要加工基準。 圖6 B板結(jié)構(gòu)圖 圖7 小滑塊的加工基準
2182
模具論壇 ??? 4年前
20條/頁 
 27
27 跳至頁

技術(shù)鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
