



【工藝知識】在焊接里面:1G,2G,3G,4G,5G,6G是什么意思? 
T型坡口對接(常用于薄板)向上立焊時,常用直線型、鋸齒形、月牙形運條法施焊,最大弧長不大于6mm。 開其他形式坡口對接立焊時,第一層焊縫常采用斷焊、擺幅不大的月牙型、三角形運條焊接。其后各層可用月牙形或鋸齒形運條方法。 T型接頭立焊時,焊條應在焊縫兩側及頂角有適當的停留時間,焊條擺動幅度應不大于焊縫寬度,運條操作與其他坡口形式的立焊相似。
4930 4
機械工程師 ??? 4年前
【專業知識】焊接圖紙符號解析,不做焊工也要收藏起來 
如果是組合焊接方法,可用“/”分開,左側表示正面(或蓋面)的焊接方法,右側表示背面(或打底)焊接方法。例如V形焊縫先采用鎢極氫弧焊打底,后用手工電弧焊蓋面,則表示為141/111。焊縫符號和焊接方法代號標注示例見圖3-21所示。該圖表示V形坡口對接焊縫,背面封底焊,正面焊縫表面齊平,焊接方法為打底焊用手工鎢極氮弧焊,蓋面焊和封底焊用手工電弧焊。
4179
機械工程師 ??? 3年前
Ansys Zemax光學設計軟件技術教程:眼科鏡片設計 
在Layout中我們可以看到一個傳統的眼科半月形鏡片,這個基本曲線是個常見的形狀。然而,這個結論是根據我們的設計流程而來的,基於平面入射波、視場角與其權重、透鏡與眼睛旋轉中心的距離、一些像差的忽略 (尤其是對畸變的忽略),以及其他更多的假設。在一般的認知中,以上的方法並不能產生具有“最佳形態”或是“校正曲線”的透鏡,意思是無法製造出能完美修正像差,同時又可配合所有鏡片屈光率的微小基本曲線半徑。
2231
w**elab86_Swsp ??? 3年前
設計仿真 | Simufact Welding重塑新能源汽車電池盒焊接工藝 
Simufact Welding網格模型電池盒框架的焊縫分布在各連接處,每道焊縫焊接方向均是從上到下,采用四把焊槍同時施焊,一共54道焊縫,如下圖所示為四種焊接順序策略,策略一是“Z”形由里及外的焊接順序;策略二是“W”形內外交替的焊接順序;策略三是“S”形間隔式內外交替的焊接順序;策略四是“M”形由外及里的焊接順序。
2480
海克斯康設計與仿真 ??? 1年前
焊接技巧100招 
2、當要將一個平板在垂直方向與另一個平板進行角焊縫焊接時,如果現在只有C形夾具,應如何進行工作? 焊接時用一個鋼制擋塊或者一個矩形物體作為輔助工具,采用C形夾具和矩形擋塊夾緊角焊縫,如圖13所示。 文章來源:化工設備人
2683 2
金屬加工前沿 ??? 3年前
壓力容器基本結構及制造過程 
壓力容器通常是由板、殼組合而成的焊接結構。受壓元件中,圓柱形筒體、球罐 (或球形封頭)、橢圓形封頭、碟形封頭、球冠形封頭、錐形封頭和膨脹節所對應的殼分別是圓柱殼、球殼、橢球殼、球冠+環殼、球冠、錐殼和環形板+環殼。
7114 3
機械工程師 ??? 2年前
焊縫尺寸計算公式... 
在金屬焊接過程中,焊縫過寬、焊腳尺寸過大,不但焊接接頭受熱嚴重,引起焊縫晶粒粗大,塑性、韌性下降,而且焊接熱影響區較大,易產生焊接應力及變形;再者浪費材料增加成本。
2532
化工設備人 ??? 4年前
ZEMAX軟件技術應用專題:利用Kogelnik方法模擬體積全像光柵的繞射效率 
在錐形繞射的情況下,入射光線不垂直於光柵,偏振特徵態定義如下:圖3.全像在Kogelnik的耦合波理論中,全像被認為足夠厚,每條入射光線要不是直接以0階通過,不然就是1階繞射,對於反射和透射的全像都是如此。假設和限制Kogelnik的耦合波理論與其他理論相比具有優勢,可以準確預測體積相位光柵的零階和一階效率的響應。
2154
w**elab86_Swsp ??? 3年前
化工設備吊耳、支座匯總 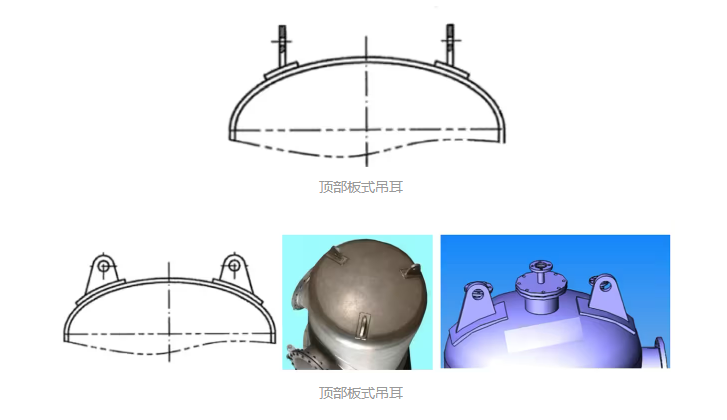
裙式支座有圓筒形和圓錐形兩種結構類型,其中圓筒形裙座較常用,裙座圈為圓筒形的裙座結構類型。圓錐形裙座只用在水泥基礎所承受的壓應力過大時。6-剛性環式支座剛性環支座由頂環、底環、底板和筋板組成的結構。剛性環支座在必要時可設置墊板。頂環:剛性環支座的頂部環形板,焊接于容器筒體或墊板外壁。底環 :剛性環支座的底部環形板,焊接于容器筒體或墊板外壁。
8952 1
機械工程師 ??? 2年前
【機械設計】新人設計易錯點17個:大神實際工作總結 
11.考慮不到形位公差。注:新手在設計零件時易忽略其安裝要求及安裝精度,因此并未考慮形位公差。新人在不知道如何標注形位公差時應多問問師兄及有經驗的同事,先掌握判斷所設計零件是否需要添加形位公差的能力再逐步掌握查詢手冊法掌握形位公差應該給多少等級的精度。12.圖紙標注少尺寸,直徑標注少“φ”。注:新人畫圖易漏標尺寸,還有直徑標注易漏掉“φ”13.不會寫技術要求。
2986 6
機械工程師 ??? 3年前
一塊鑄鐵平臺的“多重人格”:檢驗、劃線、焊接、裝配它全干了 
焊接平臺:專門用于焊接作業。它需要具備耐高溫、抗焊接飛濺、抗沖擊的特性。材質和表面處理會針對這些需求優化,防止焊渣粘連,便于清理。電機/動態試驗平臺:這是測試專用的平臺,比如用于發動機、電機、水泵等設備的性能試驗(振動、疲勞、載荷等)。它要求相當高的剛性和阻尼特性,以吸收設備運行產生的振動,確保測試數據的準確性。2.
851
威岳13780573715 ??? 1月前
鋼結構焊接工藝模板 
、十字接頭、角接頭 >t/4 起重量≥50t,中級工作制吊車梁T形接頭 t/2且≯10 注:b為焊縫寬度,t為連接處較薄的板厚,hf為焊角尺寸。
2724
化工設備人 ??? 4年前
【CAE案例】雙金屬焊接基準數值模擬 
本次模擬將采用歐洲ADIMEW項目(評估不同金屬管道焊接老化后的完整性項目)中的雙金屬焊接的基準。ADIMEW的模型參考法國核電站中比較有代表性的V形倒角焊縫,有大量實驗數據支持。 模擬得到的殘余應力曲線將會與合作方的實驗結果相比較。
3782 2 2
CAE璐姐 ??? 2年前
新人設計易錯點17個:大神實際工作總結 
11.考慮不到形位公差。注:新手在設計零件時易忽略其安裝要求及安裝精度,因此并未考慮形位公差。新人在不知道如何標注形位公差時應多問問師兄及有經驗的同事,先掌握判斷所設計零件是否需要添加形位公差的能力再逐步掌握查詢手冊法掌握形位公差應該給多少等級的精度。12.圖紙標注少尺寸,直徑標注少“φ”。注:新人畫圖易漏標尺寸,還有直徑標注易漏掉“φ”13.不會寫技術要求。
2080 1
非標機械論壇 ??? 4年前
ZEMAX軟件技術應用專題:在 OpticStudio 中模擬高階雷射光束 
圖 3 很好地證明了這種轉變Bandres 和 Gutiérrez-Vega 的論文:2作者直接提供的另一個圖也顯示了這種轉變(對於 p = 4):2當 e 接近 0 時,Ince-Gaussian DLL 準確地再現了 Laguerre-Gaussian 模態的結果。
2070
w**elab86_Swsp ??? 3年前
焊接應力的消除方法 
殘余應力對非封閉截面(如工字形截面)桿件的影響比封閉截面(如箱形截面)的影響大。 ④ 對加工精度的影響:焊接殘余應力的存在對焊件的加工精度有不同程度的影響。焊件的剛度越小,加工量越大,對精度的影響也越大。 ⑤ 對尺寸穩定性的影響:焊接殘余應力隨時間發生一定的變化,焊件的尺寸也隨之變化。
3080 1
化工設備人 ??? 4年前
關于鑄鐵焊接平臺還得看-老師傅的“養鐵經”:三分用,七分養 
檢驗與測量:用作精和密測量的基準平面,檢查零件的尺寸精度和形位偏差。劃線:在工作面上對工件進行精和確的劃線操作。鑄鐵焊接平臺日常使用與維護為了確保平臺的長壽命和精度保持,日常使用和維護需要注意幾點:使用前應清理臺面,工件固定要牢固,焊接完成后應及時卸下工件,防止平臺因長時間受力而變形。
1200
威岳13780573715 ??? 2月前
【專業知識】焊鐵鋁銅不銹鋼要采用什么焊接方式,好好收藏! 
焊接紫銅可以采用氣焊,但效率太低、變形大,而且還要預熱到400℃以上,勞動條件也不好。手工電弧焊可用銅107或銅227的焊條,電源用直流反接,電弧盡量壓低,采用直線往返形運條法,以改善焊縫成形。焊后錘擊焊縫,以改善焊縫質量。若采用鎢極氬弧焊,可獲得高質量的焊接接頭,并能減少焊件變形。焊絲用絲201,如用紫銅線T2,還要配用焊劑301.電源采用直流正接。焊接對工件和焊絲要認真清理,以減小氣孔和夾渣。
2539
機械工程師 ??? 4年前
如何調節焊接電流 
d、看熔池形狀 當焊接電流較大時,橢圓形熔池長軸較長;焊接電流較小時熔池呈扁形;焊接電流適中時,熔池的形狀像鴨蛋形。e、檢查焊縫成形狀況 焊接電流過大時,焊縫熔數金屬低,熔深大,易咨咬邊;焊接電流過小時,焊縫熔數金屬窄而高,且兩側與母材結合不良;焊接電流適中時,焊縫熔數金屬高度適中,焊縫熔數金屬兩側與母材結合得很好。
2679
化工設備人 ??? 4年前
焊接不銹鋼管切割后怎樣去毛刺鏡面研磨拋光? 
不銹鋼焊接管切割零件拋光工藝詳情:工藝步驟 :(1) 粗磨去毛刺氧化皮(2) 精磨降低粗糙度(3) 鏡面拋光機器設備 :(1)振動(震動)式研磨光飾機(2) 振動(震動)式研磨光飾機(3) 鏡面自動拋光機振幅及速度:(1) 高速(2) 高速(3) 高速研磨材料:(1) 圓球形棕剛玉研磨石(2) 細粒度精磨料
3268
jerrylu ??? 2年前
20條/頁 
 15
15 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
