



ABAQUS隨機粗糙度表面地形建模 
本案例介紹在ABAQUS內建立三維隨機粗糙度表面或地形圖模型,并通過隨機粗糙度表面進行簡單的動力學模擬。 首先采用CAD隨機粗糙度表面插件建立三維隨機粗糙度實體幾何模型,并將模型導出為iges格式文件。
2540 1
淵魚 ??? 1年前
Abaqus表面粗糙度改變腳本 

用于Abaqus表面粗糙度改變
8929 23
了不起的大雄 ??? 4年前
CAD隨機粗糙度表面插件 
Abaqus隨機高度表面粗糙度 ANSYS隨機表面高度模型 COMSOL隨機表面生成表面粗糙度模型 插件生成的隨機粗糙度表面模型對有限元計算提供完美支持,以下為COMSOL中生成隨機表面進行達西滲流流速模型。
3195 3 2
淵魚 ??? 2年前
abaqus根據規范更改表面粗糙度
python代碼:依據FFT變換生成不同等級的路面粗糙度
1670
用戶_61989 ??? 9月前
天天做機械,但是90%的人不知道表面粗糙度Ra為什么用0.8,1.6,3.2,6.3,12.5表示? 
2、觸針法 表面粗糙度利用針尖曲率半徑為2微米左右的金剛石觸針沿被測表面緩慢滑行,金剛石觸針的上下位移量由電學式長度傳感器轉換為電信號,經放大、濾波、計算后由顯示儀表指示出表面粗糙度數值,也可用記錄器記錄被測截面輪廓曲線。一般將僅能顯示表面粗糙度數值的測量工具稱為表面粗糙度測量儀,同時能記錄表面輪廓曲線的稱為表面粗糙度輪廓儀。
2854
模具設計UG編程教學 ??? 4年前
干機械,但是90%的人不知道表面粗糙度Ra為什么用0.8,1.6,3.2,6.3,12.5表示? 
5、表面粗糙度評定依據 1、取樣長度 取樣長度L是評定表面粗糙度歲規定一段基準線長度。應根據零件實際表面的形成情況及紋理特征,選取能反映表面粗糙度特征的那一段長度,量取取樣長度時應根據實際表面輪廓的總的走向進行。規定和選擇取樣長度是為了限制和減弱表面波紋度和形狀誤差對表面粗糙度的測量結果的影響。
3742
UG編程模具設計實戰 ??? 4年前
表面粗糙度圖表:了解CNC加工中的表面光潔度 
通常,磨削和精密加工可以產生更光滑的表面,而粗加工如車削則容易產生較大的粗糙度。2. 切削參數切削速度、進給量和切削深度是決定表面粗糙度的重要參數。切削速度:切削速度越高,材料去除越均勻,表面質量越好。但速度過高可能導致刀具磨損,反而降低表面質量。進給量:進給量越大,刀具切削路徑的間隔越大,容易產生較深的刀痕,從而增加表面粗糙度。
4119
2103707493 ??? 1年前
風電場CFD仿真選擇不同精度粗糙度數據的效果對比分析 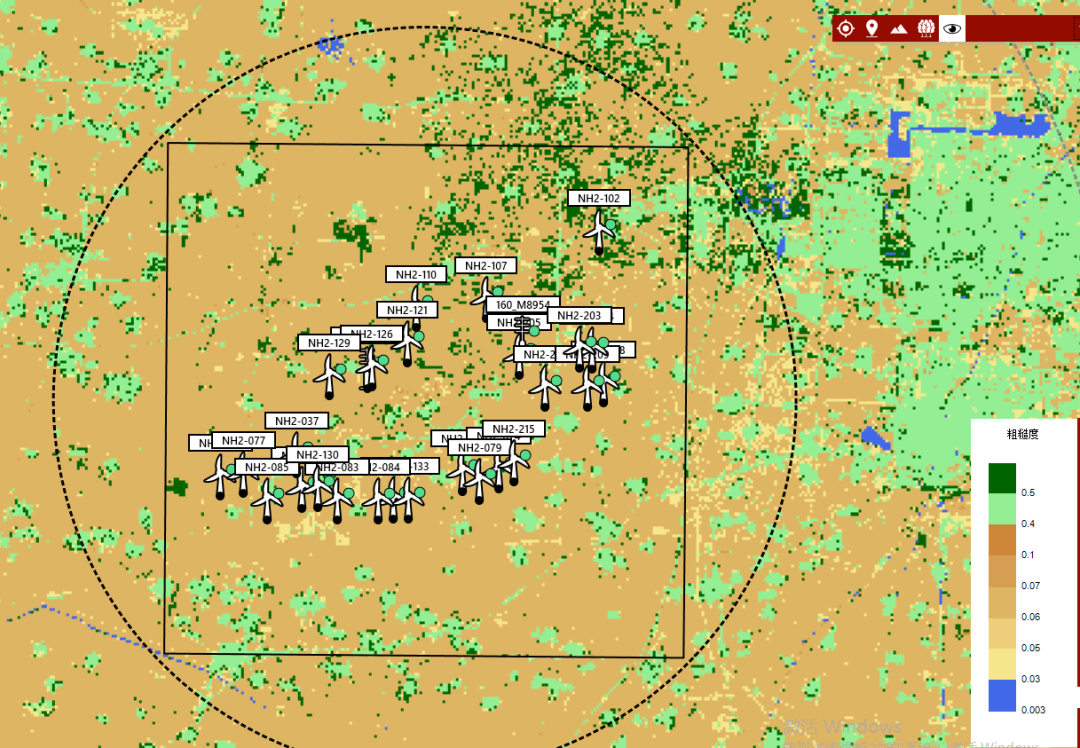
02 粗糙度數據源 地表粗糙度是表示下墊面性質對大氣運動影響的物理量,具有長度量綱的特征參數,地表粗糙度常用Z0來表示,從空氣動力學角度衡量地表面粗糙程度的量,在一定風速條件下它的大小反映湍流動量傳輸的效率。
3123
網格大師 ??? 2年前
切削速度,吃刀量,進給速度三者關系及計算公式 
(3)在工件表面粗糙度值要求為Ra0.8μm~3.2μm時,可分粗加工、半精加工、精加工三步進行。半精加工時的背吃刀量取1.5mm~2mm。精加工時背吃刀量取0.3mm~0.5mm。3、進給量的確定 進給量主要根據零件的加工精度和表面粗糙度要求以及刀具、工件的材料選取。最大進給速度受機床剛度和進給系統的性能限制。
3715 1
機械加工網 ??? 3年前
晶圓幾何量測系統支持半導體制造工藝量測,保障晶圓制造工藝質量 
WD4000系列晶圓幾何量測系統功能及應用方向 WD4000晶圓幾何量測系統可自動測量Wafer厚度、彎曲度、翹曲度、粗糙度、膜厚 、外延厚度等參數。該系統可用于測量不同大小、不同材料、不同厚度晶圓的幾何參數;晶圓材質如碳化硅、藍寶石、氮化鎵、硅、玻璃片等。
2710
深圳市中圖儀器股份有限公司 ??? 2年前
機械加工基本常識,不懂你就OUT了! 
粗加工時,限制進給量的主要是切削力,半精加工和精加工時,限制進給量的主要是表面粗糙度。 3)切削速度的選擇: 在進行切削加工時,工具切削刃上的某一點相對于待加工表面在主運動方向上的瞬時速度, 單位為m/min,。 當切削深度αp與進給量?選定后,在些基礎上再選最大的切削速度,切削加工的發展方向是高速切削加工。
1872 1
UG編程模具設計實戰 ??? 4年前
西南交通大學金學松教授團隊:基于地鐵車內噪聲的鋼軌粗糙度接受/驗收準則| CJME論文推薦 
,直到車內噪聲超標,此時可將該幅值下的鋼軌粗糙度作為基于車內噪聲控制的鋼軌粗糙度限值。
4750 3 1
聲學仿真初學者 ??? 2年前
機械加工基本常識,不懂可不好干! 
2)進給量的選擇:工件或工具每旋轉一周或往復一次,工件與工具在進給運動方向上的相對位移,單位為mm。切削深度選定之后,應進一步盡量選擇較大的進給量。進給量其合理數值的選擇應保證機床、刀具不致因切削力太大而損壞,切削力所造成的工件撓度不致超出工件精度允許的數值,表面粗糙度參數值不致太大。粗加工時,限制進給量的主要是切削力,半精加工和精加工時,限制進給量的主要是表面粗糙度。
2030
模具設計UG編程教學 ??? 3年前
機械加工基本常識,不懂你就OUT了! 
粗加工時,限制進給量的主要是切削力,半精加工和精加工時,限制進給量的主要是表面粗糙度。 3)切削速度的選擇: 在進行切削加工時,工具切削刃上的某一點相對于待加工表面在主運動方向上的瞬時速度, 單位為m/min,。 當切削深度αp與進給量?選定后,在些基礎上再選最大的切削速度,切削加工的發展方向是高速切削加工。
1931
模具設計UG編程教學 ??? 4年前
磨床車間師傅整理的筆記,推薦收藏 
磨削用量有砂輪速度、工件速度、磨削深度和縱向進給量等。提高砂輪速度,就可能使表層金屬塑性變形的傳播速度跟不上磨削速度,材料來不及變形,從而使磨削表面的表面粗糙度值降低示。工件速度增加,塑性變形增加,表面粗糙度值增大。磨削深度和縱向進給量越大,塑性變形越大,從而增大了表面粗糙度值。砂輪磨削時溫度高,熱的作用占主導地位,因此切削液的作用十分重要。
2461
機械加工網 ??? 4年前
磨床車間師傅整理的筆記,快收藏! 
磨削用量有砂輪速度、工件速度、磨削深度和縱向進給量等。提高砂輪速度,就可能使表層金屬塑性變形的傳播速度跟不上磨削速度,材料來不及變形,從而使磨削表面的表面粗糙度值降低示。工件速度增加,塑性變形增加,表面粗糙度值增大。磨削深度和縱向進給量越大,塑性變形越大,從而增大了表面粗糙度值。砂輪磨削時溫度高,熱的作用占主導地位,因此切削液的作用十分重要。
2562
機械加工網 ??? 4年前
零件圖的技術要求及標注 
5、螺紋工作表面牙型未畫出時,粗糙度代號必須標注在尺寸線的引出線上。 齒輪輪齒部分的粗糙度可標注在分度線上。 6、中心孔、鍵槽工作面、圓角、倒角標注(可簡化形式標注)六、形狀公差與位置公差1. 形位公差的概念 形狀和位置誤差允許的變動量稱為形狀和位置公差(簡稱形位公差)。
3234 2
機械工業出版社E視界 ??? 3年前
機械加工基本常識,不懂你就OUT了! 
2)進 給量的選擇: 工件或工具每旋轉一周或往復一次,工件與工具在進給運動方向上的相對位移,單位為mm。 切削深度選定之后,應進一步盡量選擇較大的進給量。 進給量其合理數值的選擇應保證機床、刀具不致因切削力太大而損壞,切削力所造成的工件撓度不致超出工件精度允許的數值,表面粗糙度參數值不致太大。
1987
數控編程網 ??? 4年前
零部件常用的研磨拋光方法有哪些? 
拋丸機 噴丸或拋丸機也可以用來拋光,采用不銹鋼的丸料,通過高速錘打金屬零件的表面,增加表面致密性,達到提高表面光澤度與光亮度的效果。優點是適合中大型零部件,也能處理復雜曲面型腔,缺點是拋光的粗糙度高,只能增加光澤度與光亮度,達不到類鏡面拋光的效果。另外只能應用于金屬材質的產品零件表面拋光。 3.
3681
jerrylu ??? 2年前
幾何量測量基本原理及精密儀器 
從納米級光學3D表面輪廓儀通過光學原理測量物體的三維形狀,到百米級激光跟蹤儀高精度(μm級)、大工作空間(百米級)的坐標和空間姿態測量,大大提高了幾何量測量的精度和效率: 1、光學3D表面輪廓儀 SuperViewW系列光學3D表面輪廓儀基于白光干涉原理,以3D非接觸方式,測量分析樣品表面形貌的關鍵參數和尺寸,從0.1nm級別的超光滑表面到數十微米級別的粗糙度表面,
2230
深圳市中圖儀器股份有限公司 ??? 2年前
20條/頁 
 19
19 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
